



At Stope 1092, from left to right, Justin Cobb, superintendent; Bill Hart, manager; Chris Moody, drillman; and Ricky Sircy, utilities coordinator.
Longtime underground zinc mine innovates to improve workplace conditions and
production, but also uses effective processes and technologies from days of yore
By Jesse Morton, Technical Writer
Nyrstar’s Coy mine, a pure-play underground zinc operation in East Tennessee, shares much in common with other underground mines. Ventilation, communications and water management challenges top the list.
Coy is also quite unique in one aspect. According to Justin Cobb, the mine’s superintendent, the miners there, to date, have had the luxury of using an adjective rarely used to describe zinc mining jobs: stable.
“A couple of years ago, we had some particularly low prices,” Cobb said. “Nyrstar had several opportunities to lay off and shut the doors or to run on skeleton crews. But they didn’t.”
Cobb said the reason relates to the quality of work at the mine. “We strive to mine it cleaner and cheaper than anybody in the world,” he said. “And in doing that and in trying to keep our costs down, we are setting ourselves up, no matter where the zinc price falls, for stability and jobs.”
When Cobb talks of job stability, he also means in the truest sense of the term. Skills and knowledge gained at Coy should prove to be valuable at any mine site on the planet, he said.
Coy is situated in a bustling suburban center. The headframe is almost visible from the main four-lane artery through Jefferson City, population 8,500, located on the watershed of Cherokee Lake and the Holston River. The city has a population density of roughly 1,300 per mi2. The mine is sandwiched between sprawl malls, and backs up to an established subdivision of cozy middle-class homes. A couple of blocks over is Carson Newman University, with roughly 2,500 liberal arts students.
“We’re not out in the plains. We’re not out in the mountains. It is not like in Australia where you drive six hours out on a bus and you are out in the desert,” Cobb said. “We are literally right in the middle of multiple neighborhoods, elementary schools, Wal-Mart, several different shopping centers and restaurants.”
Plus, the mine isn’t deep. “You’ve got Jefferson County’s water table that rests between the surface and a lot of our working areas,” Cobb said. “We’ve got a lot of moving parts when it comes to the community, to habitat, to water table, to several different variables. So, we’ve got to do our due diligence to make sure that we hold to our mine plan to keep from interfering in the community’s daily life.”
Due diligence, Cobb said, means no “cowboy mining.” It means attention to seismographs. It means endless surveys, exactitude with explosives, and carefully pacing overall extraction. “If we’ve got big bulk stopes that we want to take, just to be cautious of the area, we may only take half of it at a time,” Cobb said.
“We do every step we possibly can to make sure we don’t overshoot, overbreak, overload anything,” he said. “Drilling is the same way. We make sure that we have good surveys, and make sure that we drill a little bit slower to keep our deviation minimal.”
Such painstaking exactitude is the right strategy for the orebody, Bill Hart, mine manager, said.
“These seams are real thin. They are fingers. They run in spurts,” Hart said. “A zinc body will do that. It will be running level and then it will dive, and then it will go up. So, we are just basically chasing it all the time.”
Complicating matters, zinc prices perpetually guarantee that the margins will be low. “We are only keeping 3% to 5% of what we blast. So you have to be really strategic on sizing and how much you take,” Hart said.
Such is the paradox of Coy and of Nyrstar’s East Tennessee operations, which includes two other nearby mines. There is not much money in zinc to begin with and the orebody, while comparatively rich, swerves, jerks and spiderwebs erratically through the granite just beneath a populous civilian center. To answer, Hart and Cobb deploy a robust mix of the traditional and the high tech, the field proven and the cutting edge.
For some challenges, “we’re still using systems and stuff that has been in place since the 1980s and 1990s,” Hart said. “But they are good, fundamentally sound systems.” For others, Coy uses state-of-the art equipment and gear.
Both Cobb and Hart said the underlying philosophy behind the approach at Coy is safety centrism. It goes the safer an operation is, the more productive it will be. “I’ve never seen an unsafe operation that is productive,” Hart said. “I don’t think it exists.”
To illustrate that philosophy in action, Hart and Cobb took E&MJ to its deepest stope and showcased a handful of solutions. The tour revealed the conscientious diligence of the miners, the copious challenges faced by management, and the sincere importance given to safety. It also revealed how operating on a shoestring budget and targeting a complex orebody quickly sifts out the chaff, leaving only the capable and dedicated, the type that will always know job stability.
Traditional Solutions
The Coy mine is roughly 1,200 ft deep. It employs 94. Annually it produces in the range of 600,000 metric tons of ore that is shipped out by transit truck. That ore is processed in a plant nearby and the concentrate is then shipped to Middle Tennessee. Some of the original literature on the mine still available online from when Nyrstar bought it a decade back states it is a room-and-pillar operation. Cobb said the description works for a general audience but technically it’s imprecise. “This mine is different,” he said. “If we get to turn a pillar, we are lucky. What you see is a lot wider and a lot taller stopes where we just pretty much run a drift and follow the orebody instead of turning pillars.”
The lift drops to three levels. The middle level leads down, around, and to stope 1092. “It has been a really good stope for us,” Cobb said. “There is still quite a bit of mining left to do there.”
Getting there takes one first past a panning station, accessible through a door in the wall of the drift. Stacked on the workbenches are square Tupperware containers of gray muck. At a shallow sink on the far wall, using water from a rubber hose, geologist technician Matthew Duck pans for zinc.
Duck said each container has chip samples taken from a different long hole drill hole. “Every still is 6 ft long. They stop, flush it good, and take from it a sample,” he said. “They put a tag in it and a lid on it and they put it in the crate, and then they just keep going.” The samples make their way to Duck, who systematically processes them based on drill hole location and orientation.
Duck takes a container, dumps it in a pan, adds water, swirls, works out the granite, and then measures the remaining sphalerite dust. “You get all these rock chips out of it and then we take pinky sizes,” he said. A pinky-width of sphalerite “is 1%.”
Management uses the results for planning. “For the most part, it is an estimate,” Duck said. “And it can tell you very accurately whether you have ore grade mineable stuff or if it is waste.”
Duck said so long as the estimate is within a range, it is actionable. “The trouble we have is telling you the difference between a three and a four,” he said.
Below that range is largely unactionable. “It is when we get down to a two or three is when it is borderline,” Duck said. “I want to check my borderline stuff to see where I am at.”
His work is audited by a third-party lab. “What that does is it comes back and tells us how close or bad I am,” Duck said. “So far, there is nothing else that can train me better.”
The process has worked for the mine for decades. “If we were in a gold deposit, all this would be scanned with XRF,” Duck said. “What we do is low money. It is just a quick and dirty way to get an estimate of what we’ve got in front of us.”
Down and around from the panning station is what Cobb called a super sump, an underground retention pond visible from the main drift and extending back into the deep darkness beyond. It is another example of a proven process that ensures the viability of the mine. Coy is a wet mine, Cobb said. “Water is a huge risk and I think we do a pretty good job of mitigating that,” he added.
The sump is an old drift into which water is routed. Sensors measure the water height and activate pumps when it gets to a certain level. “Those probes will be set at a certain level. When that water rises and hits those probes, those probes will read it, kick the pump on and start pumping,” Cobb said. “That way there is no overflow.”
Similarly, the sensors kill the pumps when the water level drops to a certain point. “That way we don’t let the water get pumped down low enough to where that pump is pumping air,” Cobb said. “Once the pumps start pumping air, it will burn them up.”

Geologist technician Matthew Duck analyzes ore.
Cutting-edge Solutions
The drift angles downward. A turn left dead ends at working area 1092, more than 1,000 ft below the surface. Arcing lines of zinc-bearing quartz crisscross the face. There, a new Sandvik DD321 drill rig bores holes into the granite. Presently the rig quiets, and the operator, Chris Moody, steps out.
Described by leadership as the top drill man in Coy, Moody has been with the company for 10 years. When asked about the superlative, he shrugged and told E&MJ, “you are only as good as your last round.”
The same would likely hold true for the rig, which Moody described as a Cadillac. “It is comfortable and easy to operate. All the hoses are managed well,” he said. “We have the assist on the drilling with the TCAD system. We also have the air mist on it. It doesn’t use near as much water” as the Oldenburg drills did.
The rig, one of two, has been in operation for close to half a year. It had to be cut up and, piece by piece, bound to the underside of the lift to be dropped into the mine, and then reassembled in the shop. Smarter, cleaner and more efficient than its diesel predecessors, it offers several benefits.
The TCAD control system “reads back sight center line, which helps with stability in your drill pattern, making sure they don’t deviate and making sure they keep a square flush face,” Cobb said.
Leadership at Sandvik told E&MJ the TCAD drilling instrumentation package along with the Sandvik iSURE drill plan and analyses office tools should allow Coy to design an optimum drill pattern suited to the explosives being used and based in part on the local rock characteristics.
“The plan can be sent to the drill and the machine assists the drilling operator to follow a given drill pattern by visualizing it through the onboard touch screen display,” Johannes Välivaara, product manager, underground development drills, Sandvik, said. “By simply following given plans, the operating staff can achieve better and much more consistent blasting results with minimum over break. This goes round after round each day consistently.”
The rig is electric, which helps with ventilation costs, Cobb said. “It has been a game changer for Coy,” he said. “The industry is getting farther and farther away from diesel-running equipment, going to electric. And this is the future, by all means.”
At roughly 7 ft wide, 8 ft high and 40 ft long, the rig is compact, which is critical in Coy, with its meandering drifts.
Finally, the rig performs. “These things pump out the drill holes,” Cobb said. “When you are looking at 100 to 125 with an Oldenburg diesel rig and you’re looking at 185 to 215 with the Sandvik rig, it is just a lot more efficient as far as your drilling. It is a lot more efficient as far as overall production holes, and it is a lot more efficient as far as just max capability.”
Välivaara said that beyond increased production, operators should enjoy increased “cabin comfort and the reduction in noise level over their previous drills.”
Cobb said Moody’s numbers so far for the shift are telling. “By 12:17, he’s already got a 65-hole cut drilled out and he is starting to drill this slab,” Cobb said. “He will be completely done in here by about 1:30. He’ll have well over 100 holes drilled by 2 p.m. That is pretty efficient.”
Previously it would have taken Moody a full 12-hour shift on an Oldenburg rig to drill 100 to 125 holes. “He is getting that in about half the time,” Cobb said. “Don’t get me wrong. I like Oldenburg drills. They are not as efficient and clean as these new Sandvik Drills, which are a perfect fit for what we are trying to do for these guys.”
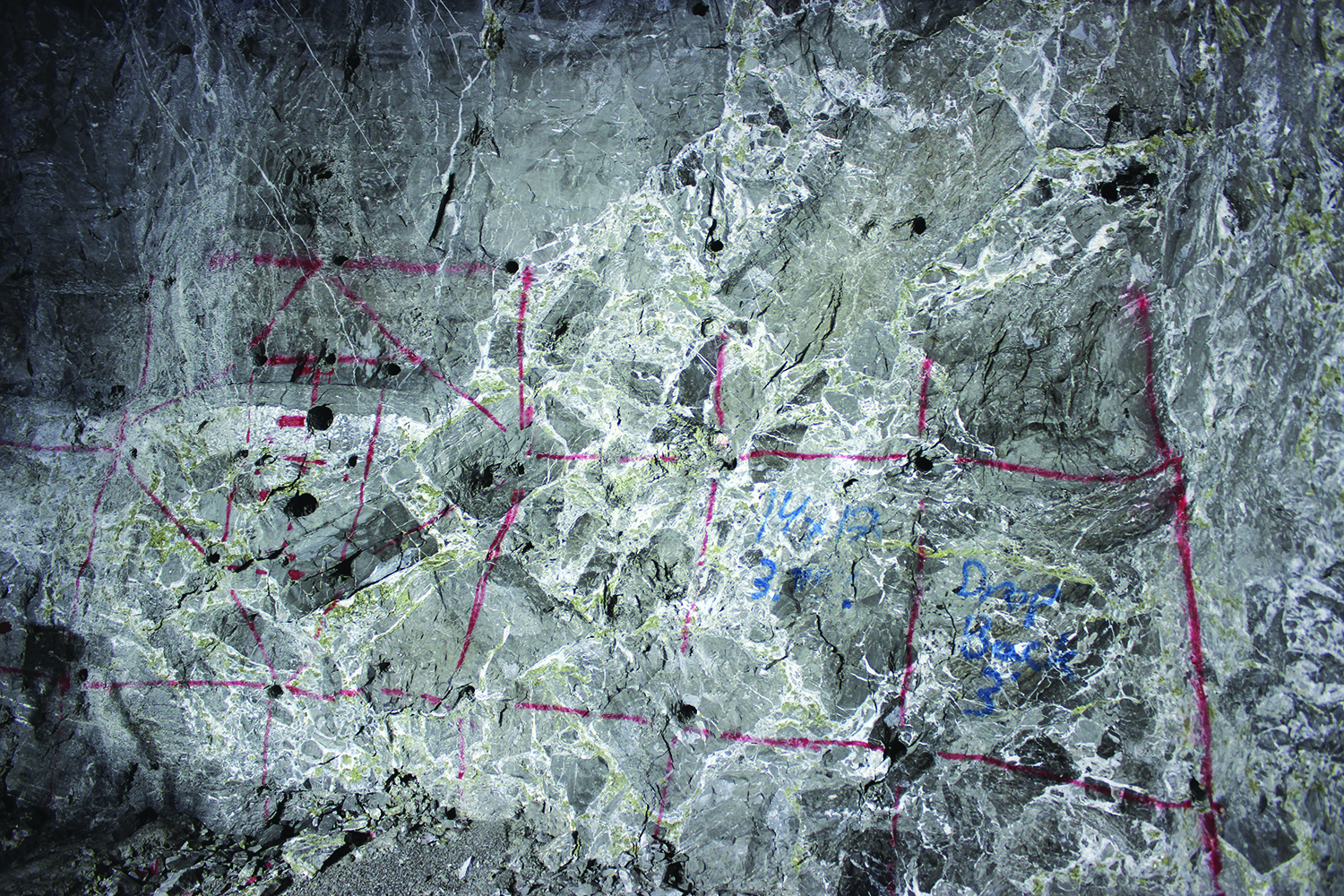
The burn cut drilled in this face is ready to shoot, but a closer look reveals Coy’s geology and the zinc-bearing quartz crisscrossing the face.
Safety Solutions
On the way out, Cobb pulls a chain across the entrance to the working area. Centered on it and dangling from it is a rolodex of laminated signs roughly the size of civilian street signs. He flips through and stops on the one that reads Active Workplace. “That means we’ve mined this place out and don’t go in unless you have prior authorization,” Cobb said.
Other signs in the deck include Scaling Required, and Loaded Round. “Loading in Progress means there are people down there loading up a round,” Cobb said. “That way everybody is alert and understands what is going on.”
The idea for it was borrowed from a surface mine, Cobb said. And while low tech, even pedestrian, the tool is effective.
“You hear of a lot of fatalities of people going into workings and getting maimed, injured or killed,” Cobb said. “We want to prevent that the best we can,” he said. “We’ve found out if you keep everything black and white, simple, easy to understand, it is a whole lot easier to follow through on the process.”
A detour on the way back to the skip reveals another innovation aimed at improving work conditions and productivity.
For decades, the skip tender was situated at the very bottom of the shaft, operating air control levers that dumped the measuring bins onto the skips to be hoisted out. “At the end of the day,” Cobb said, “when we were looking at what our current situation was with our skip tender, it simply needed to be a safer, more productive environment for our employees.”
Several solutions were considered, and leadership settled on a construction job, which went to the utilities coordinator, Ricky Sircy.
Sircy was tasked with turning an indention in the drift wall into a new skip pocket, effectively a rustic office big enough for two desks, monitors and other equipment. The vision was “a safe location where they are fully encapsulated, fully enclosed,” Hart said.
The job would go from being a relatively high-risk position, with exposure to moisture and positioned almost in the shaft, to being a desk job.
So situated, the tender will be “able to run the exact same amount of controls that he was able to down there, but he’ll be running off of sensors, cameras and a monitoring system,” Cobb said.
Based on the monitors, “he’ll be able to see the cage go in, and everything spot, and he’ll load up,” Sircy said.
He will then remotely “measure his hoppers up, and when it is time to release it to the top, off she goes,” Cobb said.
The office will also accommodate a foreman.
Hart described the office as a win-win. “We are just trying to reduce risk to the people and increase efficiency at the same time,” he said.
For leadership, the win had three tangible effects.
First, the mine saved money and garnered wider staff buy-in by doing it in-house. “This has been Ricky’s project and a group effort,” Hart said. “When you do stuff like this internally, there is more ownership. You can see the fruits of your labor. It has worked out good for us so far.”
Second, it is an example of leadership following through on a planned change to improve workplace conditions. “That is one of my big things that I’ve tried to instill. Let’s show people that when you have high integrity, you do what you say you are going to do,” Hart said. “That is important with these miners here. There has been a lot of management changes over the years. Sometimes that affects morale. We’ve tried to really focus on following up and following through. If we say we are going to do something then we do it.”
Cobb agreed. “Stuff like this goes a million miles with the workforce,” he said. “And we are trying to make this type of effort in everything we do.”
Third, it better situates the mine to resolve a recurring problem with millhole bin loading and pulling. Historically, on the 3rd Level, if the skip tender’s timing was off and the bin was pulled before it was full, the safety barrier fingers in the chute could be damaged.
When it happened, dumping had to be halted. Hart said that at its worst it was likely costing the mine up to 12 hours per week of downtime over a six-week period.
Surveillance Solutions
The screens and controls in the new skip pocket will leverage a new camera and sensor system that will simplify the task of timing the pulling of the bins. Currently, the cameras feed a monitor in the back office on the surface. That capability alone has paid dividends.
“With these cameras, we’ve been able to not only increase our efficiency on how much we pull out, but we’ve also been able to increase the duration and durability of the work that’s been put in at 3rd Level,” Cobb said.
The system was installed internally. The project spanned six months in 2019 and was managed by the electrical superintendent, Leslie Jarrell.
Jarrell said the system was necessary. Previously, the mine tried an audible alarm system, which remedied some issues but failed at others. “We had dropped some things down the shaft before, and had some misconceptions trying to load things,” Jarrell said. “We couldn’t see people coming on and off, couldn’t see our skip pockets. With limited numbers of people and resources, we put cameras in to be able to see everything going on.”
Previously, Jarrell worked with Pillar Innovations on installing an exacqVision platform-based system, running on a fiber-optic backbone and using Hykvision cameras, on a belt conveyor at Nyrstar’s Middle Tennessee underground zinc operation. “We just brought it here,” he said.
“Now each group can work together,” Jarrell said. “If we are having issues, we can troubleshoot together and keep everything stabilized.”
The system is IP based, which allows users to remote into it. “I can see it from our Beaver Creek office,” Jarrell said. “If we have a camera go down, our IT guys can work on it from our corporate office, whereas if you were to go with analogue, you would physically have to go to it to work on it.”
It can support up to 36 cameras, each of which must be licensed and each of which can feed one of 36 small rectangular windows on the big screen in the corner of the back office.
The system offers up to four weeks of storage capacity, which helps to resolve lingering conflicts that can arise between areas when stories don’t align.
Already, it has nearly nixed the downtime arising from communication faults between the skip tender and hoist man. “We are almost there,” Hart said. “We have some lasers we are going to put on the bin to let us know when it is filled up. We are trying to make it more automated. That is the last phase to get it done.”
Future Solutions
Plans in the works include a ventilation system upgrade project that includes the installation of four doors and brattice walls to help with pressure equalization, as well as a new fan purchased from Spendrup.
The fan model that was selected was chosen, in part, because it could be most easily cut in half, lowered down
the shaft, and later reassembled, according to Brad Davenport, safety and health superintendent.
Davenport said the fan would pay for itself within two years. “There is a sizeable capital expense up front,” he said. After two years, though, it would save the mine money relative to previous years.
Hart said the project and most of the others that have occurred under his tenure were meant to improve workplace conditions and safety.
“My background puts that front and center with me,” Hart said. “I’m a fifth-generation miner. When my dad died, black lung was a contributing factor. I’ll make sure I do whatever I can do to make sure that doesn’t happen to these guys, to make sure guys like Moody are not breathing dust or diesel particulates.”
The various projects bode well both for the mine and for job stability there, Cobb said. “The beautiful thing about it is this company believes in this mine’s potential,” he said. “They’ve invested quite a bit of money into our capital development program. That tells us that they are looking to the future.”
How far out that future goes is debatable. Hart said that, unofficially, leadership believes the mine could produce economically for another half century.
E&MJ wants to know how you innovate and problem solve. Contact jmorton@mining-media.com to share.

