




The world’s largest MSP(P) Pumpcell is lowered into a CIP tank at Canada’s largest gold processing facility. (Photo: Kemix)
Recent advances in leaching and adsorption are allowing operators to process more ore sustainably and reduce costs
By Steve Fiscor, Editor-in-Chief
The experts that design gold recovery systems share common ground. They emphasize that it’s important to understand the process and to also understand that what works for one gold camp might not work as well for another.
Cyanidation was first used to recover gold more than 100 years ago, but gold extraction with cyanide really did not gain in popularity until the late 1980s. Even though it’s a universally accepted practice today, the technique continues to evolve.
The engineers and metallurgists that built many of those initial plants used a similar recipe for the flowsheet design and they worked well, but there was room for improvement. The improvement is not necessarily an increase in gold recovery as much as an efficient increase in the volume of ore processed along with a significant reduction in costs. The biggest costs for a gold plant are chemicals and power. Ideally, a gold operator would want a smaller plant that produces the same amount of gold using less electricity and chemicals.
Success is more frequently defined by knowing what type of process to apply. A cyanide recovery process that works great for a heap leach in northern Nevada, for example, may not work as well for a tank leaching process in Quebec. It’s all about chemistry, which is a gray area that lies between the disciplines of chemical engineering and process metallurgy.
New developments, such as glycine leaching, will allow plants to reduce cyanide consumption. Reducing the amount of cyanide a plant consumes saves money directly and it has knock-on benefits as well. Other approaches to retaining carbon in tank leaching applications are producing the same amount of gold more efficiently from a smaller footprint.
Understanding the Process
In the past few years, there have been a disturbing number of gold projects, agitated leach plants and heap leaches, that have been built with an obvious disregard for the need to understand the technology and the economics, explained Dan Kappes, principal, Kappes Cassidy & Associates (KCA). “This trend seems to be increasing,” he said. Since 1972, KCA has provided process metallurgical services to the international mining industry. The firm specializes in all aspects of heap leaching, cyanide processing, laboratory testing, project feasibility studies, engineering design, construction, and operations management.
In the late 1970’s through the 1990’s, Kappes said the industry was guided by a relatively small team of good technical people who fed constructively off each other. “For heap leaches, this was evidenced by the importance placed on correct crush size, knowing the differences in ore types within an orebody, and most importantly: constructing heaps with uniform and consistent permeability,” Kappes said.
In the 1990s, the Randol Gold conferences, organized by the late Hans Von Michaelis, offered a series of operator focused meetings that were rather effective at getting everyone together to exchange practical ideas. “More recently, the NV MPD [Nevada Mineral Processors & Developers], has attempted with some success to reproduce this concept, but the industry is much larger today so more efforts are needed,” Kappes said.
Kappes cited several areas that he believes could benefit from more operator dynamism, including laboratory support, operations management, agglomeration, high-pressure grinding roll (HPGR) crushing and approaches to stacking.
Laboratory support deserves more respect, Kappes said, and this begins with taking a truly representative sample of the ore being stacked. Operations should employ a good sampling system, either cross-belt scoop or a travelling sample splitter at a belt drop point. This sample should be composited, perhaps daily, then accurately split. “Surprisingly, many operations take a good large sample then split it very informally,” Kappes said. “Good splitters for large samples are available and need to be more widely employed.”

The KCA Carbon Converter recovers gold locked in carbon fines. (Photo: Kappes, Cassiday & Assoc.)
Split samples should be composited, and the onsite lab should then run a series of fairly large column tests with each column representing one month of production. Occasionally, parallel tests should be set up to explore the effects of finer crush sizes, higher cement levels (for agglomeration) and higher cyanide levels, especially where the ores contain meaningful amounts of silver.
“The geology staff should also identify new types of ore which are about to be processed, with sufficient time (four months or so) so the lab can test them and then guide the production department,” Kappes said. “A ‘healthy’ on-site support lab should have four production columns and three to six ‘exploratory’ columns running at all times.”
Operations management should interact weekly and meaningfully with mine geologists. They should ask questions such as: How is the ore going to change next week? Do we know the clay content coming to the plant on a regular basis? How does this affect the amount of cement agglomerating aid that needs to be added?
The mine should evaluate an agglomerating system and use it if it’s needed. Some mines are unaware of the cost/benefit tradeoffs between the cost of agglomeration and the cash flow from the heaps.
HPGR crushing installations at heap leach facilities almost always require cement agglomeration of the crushed product. “We see this issue being debated far more often than it should be,” Kappes said.
There is a big need for improvement in stacking systems design and application. Today, almost all stacking equipment — from follower conveyors to the radial stacker — are built using design practices from the 1960s. As a result, the equipment is much heavier than it needs to be, Kappes explained. “In addition to compacting the heap, on which the equipment is working, heavier equipment requires a lot more support equipment to move it, and that results in more damage to the heap,” Kappes said. “Nobody has looked at alternative materials for construction of the support trusses of conveyor equipment, such as titanium, aluminum or fiber composite. Yes, it sounds expensive, but a correct analysis of how the heap behaves might indicate it is worth the effort.”
In addition to better equipment, more projects should consider top-stacking. “When the stacker conveyor runs on top of a heap, which has not yet been placed under leach, it usually compacts the ore in a reasonably uniform fashion which does not destroy permeability,” Kappes said. “In contrast, we see many retreat stacking systems that operate on the surface of the ore which has been recently leached. This results in the formation of a lot of wheel ruts and solution ponding which obviously prevent uniform flow of solution from the lift being stacked, down through the lower lift. Sometimes, the lower lift is ripped with dozers. But ripping a saturated, clay-rich material merely causes lots of vertical channels which magnify the problems of non-uniform flow.”
Another big advantage of top stacking is that there is no limit to lift height. “Why do most heap leach projects use a lift height of 6 to 9 meters (m)?” Kappes asked. “Because that is what the industry settled on when retreat stackers were first applied. Many heaps could benefit from single-lift heights of 10 m to 20 m. The Cripple Creek mine in Colorado, which was truck stacked, used 30-m lifts with great success.”
In addition to advising mine operators on gold recovery processes, KCA also provides specialized equipment, such as the recently developed KCA Carbon Converter, which is designed to help companies recover gold locked in carbon fines.

A recent case study compares GlyCat with conventional cyanidation. (Source: Draslovka)
“This system works well for a plant that is stripping at least 1,500 metric tons per year (mt/y) of carbon,” Kappes said. “For a heap leach with 1 gram per mt (g/mt) gold ore, it requires a heap production rate of about 4.5 million mt/y (or 13,000 mt/d). For an agitated leach plant processing 2 g/mt gold ore, it requires a production rate of at least 5,000 mt/d of ore. Even in those cases, while the Carbon Converter has a payback of about one year, but it does not significantly move the economic needle since it increases gold production only 1% to 1.5%.”
Reducing Cyanide Consumption With Glycat
Draslovka entered the E&MJ lexicon in 2021 and readers might be surprised to learn that today the company is the largest supplier of sodium cyanide (NaCN). The company, which is headquartered in Prague, Czech Republic, was a regional NaCN and cyanide derivative producer before making several key acquisitions that propelled its status to leading global supplier. The company now owns and operates NaCN production facilities in Kolin, Czech Republic, and Memphis, Tennessee, USA.
Draslovka acquired the Chemours Mining Solutions business in December 2021 for $521 million, which included its Memphis production plant that was spun out from DuPont when Chemours was formed in 2015. “We came to Draslovka with a large production capacity and an operational history that traces its roots to DuPont’s excellence in safety and environmental protection,” said Jackson Briggs, senior product manager, leaching technologies for Draslovka. The Memphis plant is capable of producing approximately 100,000 mt/y of NaCN.
In February 2022, Draslovka acquired Perth, Australia-based Mining & Process Solutions. Its intellectual property and patents included the glycine leaching process, or GlyCat, which offers potential for improving the efficiency and sustainability of the gold leaching process. “This is a really exciting development for the gold space,” Briggs said. “It also has applications in base metals as well. It can leach nickel and cobalt from tailings and it has the ability to leach some copper deposits that have not been economically leachable in the past.”
With gold in particular, glycine enables NaCN to leach more selectively. “It’s also reusable and recyclable, so it’s not consumed the way that cyanide is and a significant percentage of the cyanide can be recycled with the process water,” Briggs said.”
The combination of those two characteristics allows glycine to reduce the amount of cyanide that the gold plant consumes, and then there is knock on effects with lower costs and improved efficiency. “Glycine leaching has all sorts of economic advantages over traditional cyanidation,” Briggs said. “As an example, if the process uses less cyanide, it uses less cyanide detox, or in some cases, cyanide detox can be eliminated altogether. Metallurgists will worry less about pH balancing. And then, there is, of course, the sustainability benefits to having lower amounts of cyanide and lower concentrations of cyanide in the process as well.”
Briggs emphasized that Draslovka has talked with the U.S. Environmental Protection Agency about this. “We have talked with environmental agencies in Australia and other places as well, and they’re all very excited about having a strong alternative to cyanidation, especially for new mines that are going through the permitting process,” Briggs said. “Their focus is reducing the lasting footprint of the mining operation on the environment and the area where it operates. We can produce minimal to no WAD cyanide, or free cyanide in the effluent, and that is a big deal to them and the mine operators.”
GlyCat can also be used at existing gold processing plants. It’s essentially a drop-in additive. “No novel processing equipment is required,” Briggs said. “It uses the same infrastructure that would be used for dosing cyanide, whether that’s a heap leach or a tank leach application, or a carbon-in-leach (CIL) or a carbon-in-pulp (CIP) process. The mine might need an additional storage tank for the glycine solution and pumps to get it into the circuit. It’s a fairly simple transition, especially for heap leaching.”
Last month, E&MJ reported on the first commercial heap-leach GlyCat application at the Bayan Airag gold mine in Mongolia. The mine used all of its existing equipment and infrastructure. There was no significant capital investment to switch over. Prior to installation, some test work was performed in Perth and they also performed a pilot leach on site in Mongolia as well.
“Because it was a heap leach, we conducted a series of column tests to understand what the optimal leaching conditions were,” Briggs said. “Once we were fairly confident we had hit those targets, we expanded those out to that pilot heap leach onsite.”

The Bayan Airag gold mine in Mongolia (above) is the first commercial application of GlyCat for heap leach. (Photo: Bayan Airag)
The tests on a 1,000-mt trial heap leach demonstrated a 79% gold recovery, a 65% reduction in cyanide usage, and a projected 70% reduction in total reagent costs. The mine’s location will also serve as a true test for cold-weather applications of GlyCat, which is always a concern with heap leach kinetics.
Draslovka uses a multi-step testing process that is similar to the way that cyanide leach testing is done conventionally when a new project is being commissioned. “We start on a small scale with what we call a discovery test where we just do a few different series of tests to confirm benefits of the process at a high level,” Briggs said. “We will compare GlyCat side-by-side with conventional cyanidation and look at overall recovery and reagent consumption.”
If the results from the discovery test look good, the next step is an expanded battery of tests to try to home in on the optimal process conditions, Briggs explained. “When we find those, we move forward to a piloting stage,” he said. “This might be a pilot heap leach on a small scale similar to what was done at the Bayan Airag mine, or we can ship a containerized pilot plant to the site to generate continuous baseline usage information. Once that pilot testing has been completed and the results are satisfactory, we scale that up to the full plant or heap leach application and the mine begins commercial implementation.
“It’s really just a matter of scaling up, watching the process, optimizing it over time, looking at what the overall impacts on the processing system will be by making this modification to leaching and ensuring that the site will be successful with the switch,” Briggs said.
Why would a company that sells cyanide want to reduce its usage? “Beyond selling product, we have always tried to provide improvements in efficiency for the mines,” Briggs said. “Now we’re not only improving the efficiency of the leaching process, but also helping improve the sustainability and safety of the process. The difference is that we’re doing it through a new chemistry now.”
Briggs said he enjoys visiting mine sites and talking with the metallurgy teams. “The more you talk about GlyCat implementation scenarios, you learn that every site faces a unique set of challenges,” he said. “And, it’s amazing how reducing cyanide concentration will help solve other problems, like pH balancing issues that’s causing other concerns, such as scaling or increased costs, or cyanide supply chain issues like they had in Mongolia.”
With chemical processes, the mining industry rarely sees steady improvement, Briggs explained. “We are bringing new chemistry forward that can show significant improvement in costs and sustainability, and recovery in some cases.
“As far as improving recovery, there are certain gold ores that respond better to GlyCat,” Briggs said. “We see a fairly significant increase in recovery for telluride ores and we have kind of just started to scratch the surface on what those opportunities could be. Most of our work has focused on the reagent reduction side, but the more we start working with mines, especially ones that have ores that are in that same vein, pun intended, we are seeing more and more recovery benefits, which would be above and beyond the expected cost and sustainability improvements.” Briggs said it’s really rewarding to be able to use chemistry to help the industry improve operations and profitability.
Advances in CIL and CIP
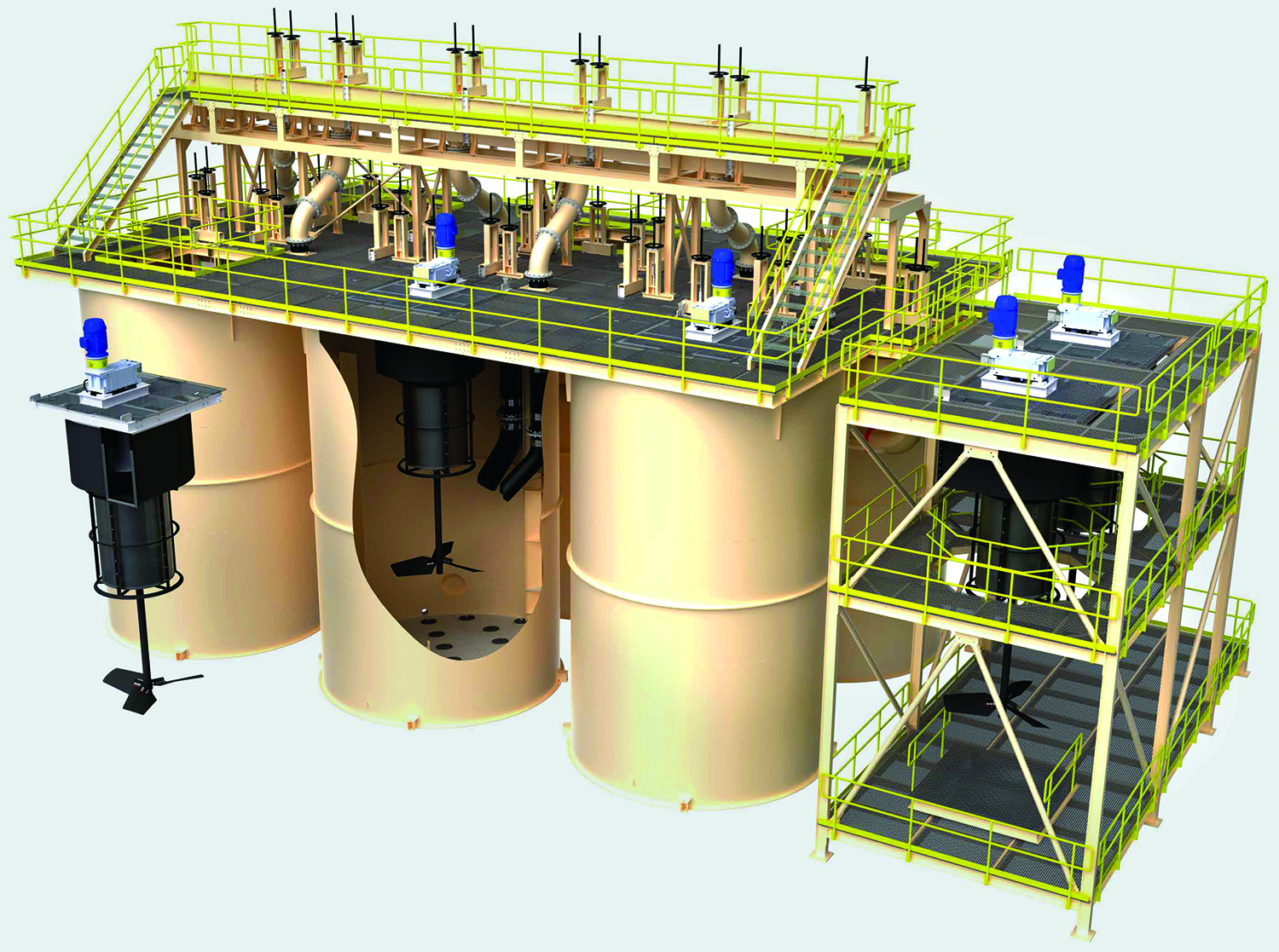
More gold operators are considering interstage screen technology from Kemix to improve leaching/absorption applications. Both CIL and CIP operations use several adsorption tanks placed in series. Pulp flows continuously from the first tank to the last, while carbon is pumped counter current from the last to the first tank. Traditionally the tanks are arranged in a cascading configuration, using gravity to do most of the work.
Kemix markets a Mineral Processing Separating (MPS) and Mineral Processing Separating Pumping (MPS(P)) Interstage Screen technology that is designed to operate in both CIL and CIP applications. These interstage screens are semi-submerged, top-exit type screens. Pulp flows upward through the wedge-wire apertures and exits through a launder at the top of the tank. The carbon is retained inside the tank.
The MPS arrangement is typically used in a cascading arrangement where the height differential overcomes the pressure drop around the wedge wire screen which in turn introduces pulp flow through the plant. The MPS(P) system allows for the tanks to operate on the same horizontal elevation. The pumping impeller overcomes the pressure drop associated with the screen and moves the pulp from tank to tank. Having the tanks on the same horizontal elevation reduces the construction costs especially when it comes to structural steel and civil engineering costs. It also makes the plant much more operator friendly.
“We are always looking at ways to recover gold more efficiently,” said John Rogans, marketing and technical director for Kemix Ltd. “We concentrate on the the carbon circuit.” Kemix is based in South Africa and Rogans, who was involved with activated carbon for gold recovery before he joined Kemix in the early 1990s, is considered one of the leading gold metallurgists.
Kemix was founded in 1986. “The real breakthrough development in the recovery of gold using activated carbon happened in South Africa,” Rogans said. When he started working in the gold industry, most of the gold was recovered using filtration technologies with massive drum filters. The choice and the development of the use of coconut-shell carbon was very much a South African development, Rogans said.
A cut-away illustrates the carousel Pumpcell technology for elution circuits. (Image: Kemix)
Agreeing with Kappes, Rogans said the one-size-fits-all approach does not usually work when designing a gold-recovery circuit. “You choose the circuit based on the ore’s characteristics,” Rogans said. “With CIP, the leaching occurs before adsorption. The interesting thing about adsorption is that it’s faster than leaching. If a CIL circuit is used, it’s defined by the leaching time, not by the adsorption rate. CIP is defined by the adsorption rate and it’s a much smaller circuit.”
Carousel Pumpcell circuits are the most efficient carbon recovery circuit because the nature of the system allows for higher loading of gold on carbon than in CIP plants, Rogans explained. “We refer to that as the upgrade ratio,” Rogans said. “This is the ratio between gold in solution versus gold loaded on carbon. The carousel gives the best upgrade ratio or the lowest amount of elution required to recover the same amount of gold.” In other words, the mine can operate a smaller elution plant.
With a carbon circuit, most of the cost is in the elution circuit, Rogans explained. “The biggest costs are, power and chemicals,” Rogans said. “If the mine can operate a smaller elution plant, which can produce the same amount of gold, then the mine does so at a lower cost.”
Not all orebodies, however, will benefit from a carousel circuit. Some gold plants operate very rich concentrate circuits, and the gold recovery circuits need to be designed to fit those applications. For example, if the mine operates a re-milling circuit or roasts the concentrate, those two materials are completely different. They must be treated differently when the downstream carbon circuit is designed.
“When most of the Nevada gold mines began operations, they were using carbon and cyanide for the dissolution stage, and probably 75% of those plants are CIL, addressing both the adsorption and leaching characteristics in a single circuit,” said Greg La Rocque, principal, Legacy Equipment & Consulting, a Denver, Colo.-based consultant who supports Kemix installs in North America.
“With the carousel Pump-cell system, we do not advance the carbon,” La Rocque said. “The carbon is discreet and it doesn’t move from tank to tank.”
When evaluating a carousel versus cascading arrangement, an important consideration is the carbon, which has to be removed to maximize loading and minimize gold loss. “If back mixing occurs, the process loses its efficiency,” Rogans said. “With a carousel, the carbon does not move, the feed and discharge points change. A batch of carbon is kept inside each tank. The system uses smaller tanks, and achieves higher carbon loading.
An agitator promotes slurry flow in the tank and a cylindrical wedge-wire screen allows the pulp to pass through while retaining the carbon in the tanks.
With the pumping screen, Kemix has placed an impeller in the middle with a slow-turning horizontal pump. It creates centrifugal forces that lift the pulp and gives it a velocity so the pulp will flow straight to the next tank.
The screen basket is the high wear item, La Rocque explained. “Even though it’s stationary, the slurry races through that basket 24:7,” he said. “Depending on the nature of the ore, the grind and its abrasiveness, the screen basket will wear at different rates. One mine might get three months and another might get upwards of a year from a screen. The new screen is installed with 750-micron apertures. Once the apertures approach 1,100 microns, they will start losing gold-laden carbon.”
Kemix technology has been used in hundreds of plants worlwide. The biggest screen basket that Kemix has supplied is 24 m2 which processes more than 1,700 m3/hr of slurry. “These systems are scalable and, when a mine is working with lower grades, they often need to push the tonnage,” La Rocque said.
Kemix recently installed three new Pumpcell systems in Canada, one is operation and two are commissioning in early 2024. The company has mechanical engineers that do the pre-commissioning work. During the commissioning stage, La Rocque said he and Rogans work with the operators to optimize the operation of the adsorption circuit. Once operational, Kemix has a team that provides full support, maintenance training and spares. This is carried out by Kemix personnel and partners based in North America.


