



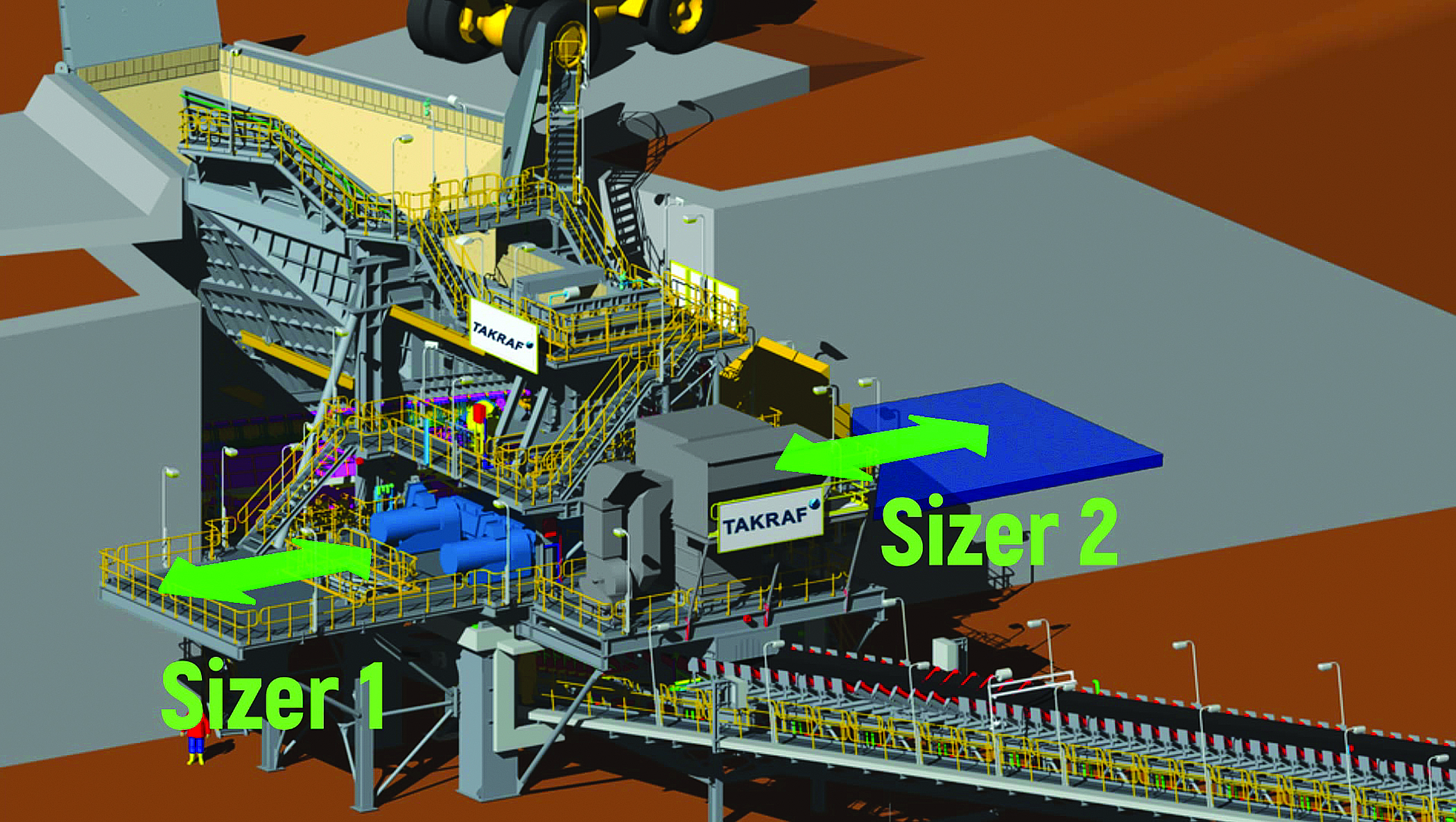
In this typical hot-change setup at a primary crushing plant, a spare sizer can be put into operation quickly and safely, while the sizer requiring maintenance can be accessed easily and with less physical risk to workers. (Image: TAKRAF)
The often harsh environmental and production conditions encountered by complex, high-powered mine equipment means machine health is always a concern. Maintenance, however, can pose certain risks simply by nature and scale of mining systems; some of the more common hazards include working at height, handling/lifting materials, working in confined spaces, entanglement and the possible presence of stored energy and/or electricity in the equipment being serviced.
Numerous concepts have been developed over the years to mitigate these risks – but they’ve largely been introduced in patchwork fashion that can contribute to significant inefficiencies and higher costs to conduct necessary maintenance. This has led to a mindset among mine operators that safety and efficiency inherently conflict with each other.
But is it really a matter of increased safety coming at the expense of maintenance efficiency, or simply the absence of a coordinated maintenance plan at the outset of a project? TAKRAF Group, in a recent report, believes it can offer a design approach that recognizes the traditional patchwork nature of maintenance but offers workable, innovative solutions aimed at preferably eliminating risks as a whole rather than mitigating them. The company contends that when products are designed with a high level of configurability to enable the development of a solution tailored to plant requirements – and also with considerable maintenance flexibility to adapt the best concepts appropriate for each individual application – the result can be an optimum combination of safety and efficiency.
For example, TAKRAF’s In Pit Crushing & Conveying (IPCC) portfolio comprises fully-mobile, semi-mobile and fixed in-pit crushing stations, which can incorporate a variety of crushing solution types (i.e. gyratory, cone, jaw, sizer), including the company’s proprietary range of sizer equipment. These crushing solutions are connected to a network of conveyors and spreaders or stackers. The company says it can offer an assortment of ‘focus points’ where it can contribute effectively to maximize both safety and efficiency of maintenance.
Focus 1 – Avoid Maintenance in the Field
Field maintenance risks are often linked to long-term isolation of equipment, limited ergonomic work space, dusty/dirty environments, time pressure to minimize operational disruption and exposure to inclement weather conditions. And, while temperature, wind or rain can pose specific individual risks, a combination of these factors may entice workers to employ even riskier shortcuts.
Part of the Group’s solution is a core focus during design to provide solutions with an option for workshop or otherwise unencumbered maintenance. This is achieved by designing equipment for replacement of large maintenance modules as a whole, rather than individual components only. In combination with spare modules, this approach is unparalleled with regards to efficiency, according to TAKRAF.
One common area for changeout of an entire module is chutes; they can be designed as being either modular or rotable. Modular chutes can generally be dismantled as a whole, while rotable chutes provide an additional engineered device for that purpose. Maintenance of chutes on the ground increases efficiency and mitigates various risks resulting from height, enclosed space and lifting activities.
Units can be designed for hot-change or checker-type: A hot-change arrangement can typically be provided for primary crushing applications, with primary sizers featuring travel sets for a safe, fast and efficient hot swap between an operational machine and a spare sizer on the same platform. A checker-type arrangement can be provided for multiple machines in secondary or tertiary applications. In such an arrangement, multiple machines benefit from the hot-change efficiency of just one common spare. For even greater efficiency, a bridge crane can be used to handle entire sizers and, additionally, may serve for lifting operations within a dedicated maintenance and truck-loading bay.

TAKRAF’s conveyor maintenance cart is equipped with a belt lifting device, while handling of idlers is supported by a small service crane and an idler manipulator that allows idler replacement without need of workers being on or under the belt. New and worn idlers can be stored on the cart in a dedicated, out-of-the-way space. (Photo: TAKRAF)
Focus 2 – Engineered Flexibility
The safest way to maintain a piece of equipment is not always the easiest to envision or understand at the design stage – in particular, for equipment standardized for wide usage – because optimum safety depends on actual restrictions in the field, situational conditions, individual experience and established site-wide procedures. Again, the risk of shortcuts arises when efficient methods are not pre-engineered and assessed, but chosen in the field instead.
For instance, picture a broken pick in a typical primary sizer application; depending on the condition of the remaining picks and segments, different maintenance concepts may offer the most favorable approach for either safety or efficiency in such a scenario. TAKRAF says its sizer design philosophy anticipates the realization of any or all of the following on the same sizer as required:
• Radially replace only the broken pick.
• Radially replace only the lone affected segment.
• Replace entire roll without exposing the bearings to dirt (offsite maintenance).
• Replace entire sizer – hot-change with offsite maintenance.
To some extent, the objectives of time-efficient maintenance and the resulting reduction of time-related risk exposure do correlate. Designed-in flexibility allows best use of that trend. On a case-by-case basis, breaking points can be identified, which give preference to certain maintenance tasks depending on the conditions. For the broken-pick example, the procedure related to a roll change may turn out to be not only the safest but also the most efficient method if two or more segments are affected. Having no procedure or design provision for either would force the use of a riskier method. TAKRAF says its equipment is designed to provide alternative maintenance concepts that foresee multiple conditions in order to align to the safest and most efficient way possible.
Focus 3 – Extended Maintenance Cycles
The safest, most efficient maintenance task is one that does not need to be performed at all. While a maintenance-free IPCC system is not practically possible, extending the period between recurring maintenance tasks is a realistic goal that can be achieved through holistic design. This approach requires careful balancing of factors on a case-by-case basis. As an example, thicker wear plates would likely last longer on average, but would obviously impact plant design and result in heavier pieces for each replacement.
TAKRAF points out that its sizer range is designed from the outset with maintenance in mind. Superior durability, abrasion-resistant segments and a special roll design resulting in excellent intake behavior reduce wear and subsequent need for service. Additionally, hardfacing can be applied to maximize the lifetime of wear parts subject to high abrasion.
A Discrete Element Method (DEM) simulation used in the design process can help to identify and improve areas exposed to increased wear, leading to solutions that extend the interval between major maintenance activities on chutes, such as rock boxes with wear-adjustable liners or even wear plates that can be inspected and replaced without need of entering into the chute body.
Focus 4 – Engineered Maintenance Solutions in the Field
Belt conveyors require maintenance in the field. This can involve replacement of worn or damaged idlers – work that is especially challenging on steep slopes, in tunnels or on elevated structures. The belt must be lifted and the idler(s) replaced – with the total number of idlers running in the thousands on long overland conveyors, each weighing 50 kg (110 lb) or more. Despite these challenges, worn or damaged idlers must be replaced quickly to maintain efficiency and reduce operating costs, as well as to avoid the risk of further damage.
To aid in this risky task, TAKRAF has developed a maintenance cart designed to ensure both the safety of personnel and the efficient replacement of idlers. It is able to access any location along a conveyor belt quickly and safely. Equipped with mechanisms that enable the replacement of an idler in either the top or return strand of a belt conveyor in less than 15 minutes, the cart provides a means to safely and efficiently lift the belt away from an idler needing replacement.


