






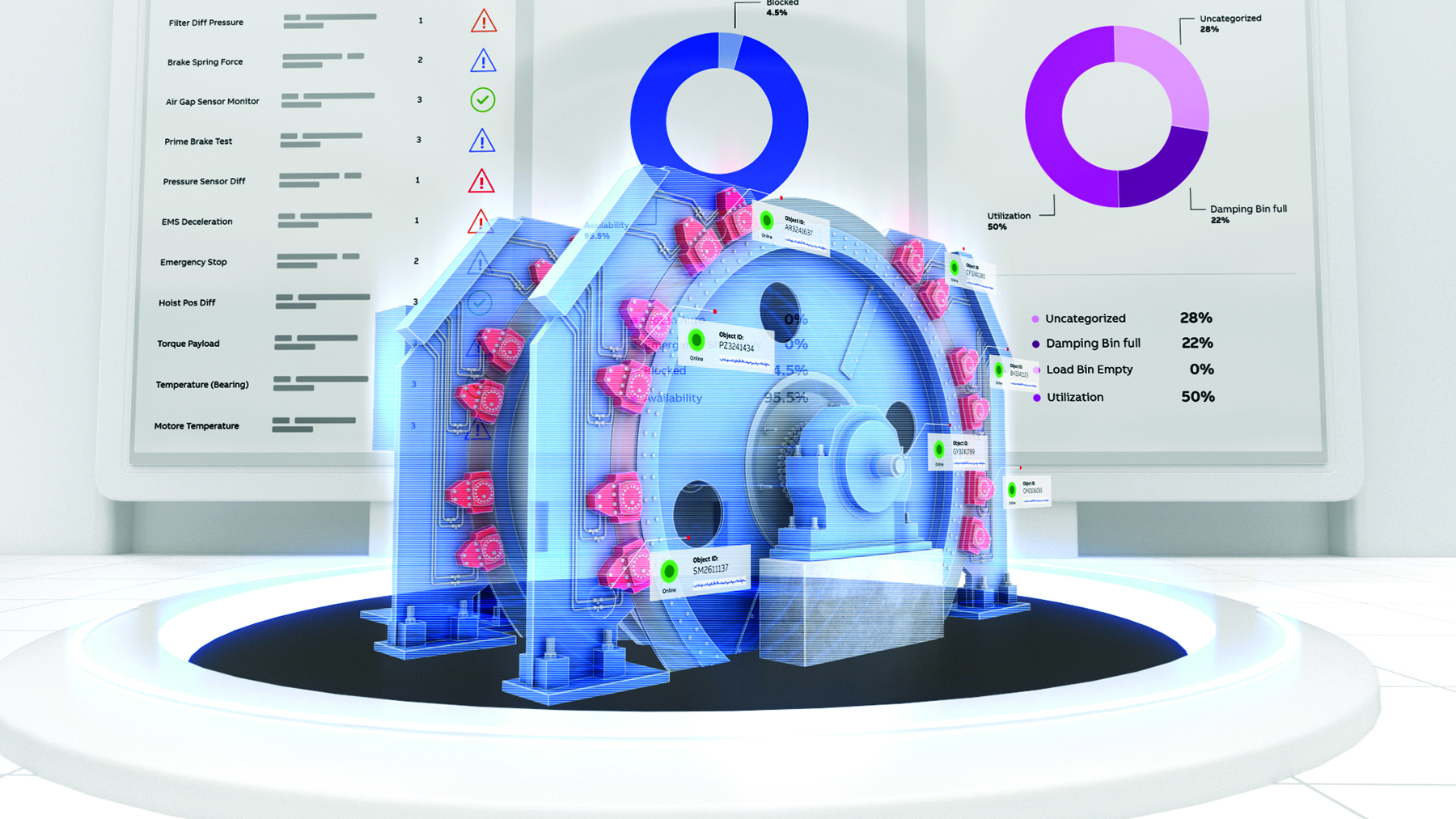
ABB says its new Drive System Monitoring and new key performance indicators will help develop a new era of mine hoist optimization services. (Image ABB)
Hoists are among the most important of the many systems found throughout a mine that must be tested regularly to ensure safe and efficient operation. Damage, equipment malfunction or neglected maintenance of a hoisting system is a nontrivial matter that can result in a number of outcomes, none of which are good and range from a brief interruption of service to catastrophic events that involve worker injury or fatality – a risk that was highlighted recently by the death of 13 workers and injuries to many more due to winding-gear failure at a South African platinum mine in November, and an earlier single fatality reported at a small opal mine in Australia in May, thought to be caused by failure of the mine hoist’s emergency arresting device.
In recent years, the stakes associated with hoisting design and operation have grown as mine operators ask for higher-capacity systems to support rising production demands. For instance, ABB reported in mid-2022 that it had won an order for its highest-payload Koepe production hoist, along with associated infrastructure, and safety systems, from Australian mining company OZ Minerals, (now owned by BHP) as a critical part of the mining company’s ongoing $400 million expansion at the Prominent Hill mine in South Australia.
The hoist, said ABB, will have a capacity of 39,400 kg (44 tons) and the strongest drivetrain that it has ever installed in Australia. Once operational, the mine will have a full complement of safety features and services provided through ABB’s Ability Safety Plus for hoists, a suite of hoist safety products that include Safety Plus Hoist Monitor (SPHM), Safety Plus Hoist Protector (SPHP) and Safety Plus Brake System (SPBS) including Safety Brake Hydraulics (SBH).
ABB recently introduced Ability Smart Hoisting, a rebranded version of its hoist safety suite that the company said is optimized for further integration to cloud solutions and extended offerings aimed at significantly increasing the operational performance and reliability of mine hoists. Through new features such as ABB Drive System Monitoring and new key performance indicators (KPIs), ABB said it is opening the door to an entirely new level of mine hoist optimization services for customers. The system monitors system status in several areas for KPI determination, such as:
Hoist performance – Monitors and analyzes KPIs such as hoist capacity flow and motor speed. If the deviations exceed site-specific thresholds, alarms are triggered that notify site personnel and ABB experts, who are monitoring the system remotely.
Safety brake system – Emergency stops are analyzed to ensure a controlled and approved retardation. Excessive retardation can result in rope slip and insufficient retardation in over winding. This, together with checking of the brake valves, prevents the hoist from an unplanned stop.
Hoist supervision – Position checkpoints and overspeed margins are monitored and compared for reference between drive and control system, helping to ensure that the hoist protection works properly and without unwanted unbalances.
The company explained that traditional predictive maintenance approach relies on manual data collection and analysis over a short period of time. Intermittent issues can stay hidden or only be identified later, giving mines little time to program interventions exactly when needed. Additionally, manual collection and data analysis consume a significant amount of time for personnel, preventing them from focusing on strategic performance management tasks.
Ability Smart Hoisting, said ABB, incorporates advanced monitoring features, enabling the system to provide actionable information on critical KPIs, ensuring better decision-making and optimization of hoisting operations. The automatic collection, monitoring and analysis of data will enable mining companies to increase production performance, identify potential functional safety hazards and optimize maintenance scheduling.
BBRG’s VisionTek is a 3D optical measurement system that combines non-contact geometrical measurement and surface algorithms to create a high-quality, 360° reconstruction of a steel or synthetic rope’s surface.
“The new and enhanced Smart Hoisting solution offers a step change in the operational performance of mine hoists,” said Charles Bennett, global service manager, Hoisting at ABB. “From improved uptime, reduced environmental footprint and increased monitoring services, this new solution brings enormous benefits to the industry at an important time.”
ABB pointed to several key benefits offered by the new Smart Hoisting solution, including:
Predictive maintenance – The Smart Hoisting solution serves as a predictive maintenance tool, allowing customers to proactively identify and resolve potential issues before they escalate. This reduces downtime, increases operational efficiency, and minimizes maintenance costs.
Advanced monitoring capabilities – The solution includes Drive System Monitoring, and KPIs that provide actionable insights for better decision-making and optimization of hoisting operations.
Enhanced cyber security – With improved cyber security measures in place, ABB ensures the safety and integrity of customers’ mining operations, protecting them from potential cyber threats and vulnerabilities.
Comprehensive solution – The Smart Hoisting solution addresses multiple customer challenges simultaneously, from increasing uptime and performance to ensuring safety and efficient maintenance scheduling.
Prior to the introduction of Smart Hoisting in January, ABB and Bridon-Bekaert Ropes Group (BBRG) signed an MOU agreement in November 2023 to jointly explore the evolution of service capabilities for mine hoist systems.
ABB said that, with more than 600 active production and service mine hoists within its global installed base; the agreement with BBRG, a leading manufacturer of mission-critical advanced cords and ropes, offers an opportunity to serve these customers under a coordinated approach.
The two companies said they will design, develop and deliver services focused on the improvement of critical operations for mine hoist customers, including innovative approaches towards safety, availability, productivity, risk reduction and sustainability. Aligning the best-in-class practices for preventative maintenance will be further enhanced by the integration of inspections, audits, and spare parts inventory optimization, now for the complete hoisting system. The focus will be on Australia, Europe, China and North America. ABB’s Ability Smart Hoisting, and BBRG’s VisionTek offerings for ropes will be combined under the predictive maintenance category, bringing technologies to provide asset health and condition/performance monitoring platforms and services to mine hoist operations.
BBRG said VisionTek will offer customers a complete package, including real-time analysis, digital data access, and expert monitoring of critical working ropes, ultimately enhancing efficiency and reducing downtime. It’s a 3D optical measurement technology that runs performance and surface algorithms to compare real-time performance with critical rope parameter requirements.


