


FLSmidth, a leading supplier of mine and terminal stockpile equipment, says the industry’s current focus is mainly on efficient operation — including improving the accuracy of inventory information and integrated processes that range from order handling to shipment reports.
Moving millions of tons of rock and dirt efficiently around a mine site takes talented engineering, tough equipment, and careful attention to maintenance and safety needs
By Russell A. Carter, Contributing Editor
Continuity of material flow across a mine site is essential for profitable production, and the many inputs that affect how blasted rock, crushed ore, concentrates and waste can be efficiently moved from one point to another range from macro factors — terrain, climate or geology, for example — to microscale properties such as moisture content, friability and crushed particle size, in addition to the overall suitability of the site’s bulk material handling equipment.
Many of these items can vary by region and even across a specific site as weather, active mining areas or ore characteristics change throughout a mine’s life. Combine them with the extensive range of bulk material-handling equipment currently available on the market, and what emerges is often a quandary for mine operators: how to configure an optimal material flow scheme, or unwittingly waste time and money on an underperforming system.
Like almost any phase of modern mining, the handling of bulk mined and processed material is a steadily evolving blend of brute force and digital strategy. Data now plays a much bigger role in how companies identify, acquire and operate the systems needed for efficient material handling. In the past, the only item of interest to a producer in a cubic yard of ore was its mineral content; but in an increasingly expanding digital environment, each cubic yard can be associated with an electronic data packet pertaining to origin, grade and energy consumption needed to move it along the mining chain, and other information of use to the producer for controlling energy costs, analyzing machine efficiency and streamlining downstream logistics.
It’s a trend driven by a need to stay competitive in a commodities market that can be unforgiving to producers that don’t maintain tight control over their mine-to-port delivery efficiency. Stockpile management is one of the most obvious areas of industry attention, with the high volume of tonnage, equipment size and constant movement of material in and out offering a fertile field for innovations in data analysis and automation, but as we’ll see later in the article, some of the less costly and visible components commonly used in material transport systems, such as chutes and hoppers, also warrant more awareness of design and maintenance to preserve smooth material flow.
Taking Stock
As global mineral production rates increase to meet market demand, so does the need for closer focus on stock control issues such as optimum stockpile size, stockpile turnover period, stock level fluctuation and timely stock management. E&MJ asked Franz Rietschel, global product line manager, autonomous material handling, at FLSMidth to comment on recent trends in stockpile management.
E&MJ: Against the backdrop of a global business environment in which prices, shipping costs, labor availability and market demand can exhibit strong volatility, is the role of stockpiles as a buffer between a mine and its delivery-logistics structure drawing more attention from producers?
Rietschel: Yes, stockyards still have their clear role as a buffer for the next consecutive step, but we do not currently see that customers are expanding their footprint to increase this buffer. The focus is mainly on efficient operation, reducing inaccuracies in inventory information and integrated processes that range from order handling to shipment reports.
Less human interaction can speed up processes and reduce the risk of mistakes. In addition to more efficient operation, a fully integrated system can take more constraints into account, such as material or energy prices, shipping cost, demurrage prioritization or other factors, to enable computer-based decision making toward autonomous material handling.
We have noted several brownfield projects where existing infrastructure is getting replaced because existing machines are reaching the end of their lifetime, capacity is too insufficient or refurbishments are not efficient.
E&MJ: What influence, if any, does in-the-ground ore-grade variability, decreasing mill head grades and similar adverse factors have in stockpile functions such as blending operations, quality control, etc.? How can your company’s offerings help in these areas?
Rietschel: Material reconciliation from a geological model to real handled quality is still a challenge as input for production planning, but the gap can be closed by increased availability of data. More accurate blending is possible thanks to the recently developed capability to model a digital twin of belt conveyor systems. Based on the model, feed rates can be controlled to maintain a certain ratio.
Digital solutions like LoadIQ offer more qualified information about the input and output sides, which can be used for further improvement. LoadIQ is a smart load optimization tool that enables miners to increase throughput by 3%-6% and reduce energy consumption. This is done by utilizing a system of smart sensors and AI software to automatically determine the optimal load for all milling conditions.
Elsewhere, we also have the ECS/ProcessExpert system that stabilizes the key processes, manages and corrects process disruptions and is a mill load target optimizer — automatically adjusting the mill load according to weight target and process conditions.
For grade tracking and 3D stockyard visualization, FLSmidth has BulkExpert Stockview, which tracks the material distribution based on process signals of the machines (e.g., travel position, slew and luff angle). Quality management in the stockpiles is possible thanks to calculated models. At any time, such digital twin of the pile provides an operator inventory information even of the inside of the pile.
For ore where different grades have different prices, the separation and tracking of this material in the stockyard is essential and customers are increasingly requesting this functionality.
E&MJ: In what ways are digital technologies helping improve stockpile operations, monitoring and strategies?
Rietschel: Digital solutions can add value where the optimization of physical assets ends. Integration is the key for bigger process improvements. An ongoing installation at two export terminals is a good example of where a digital twin of a belt conveyor system will help to avoid overloading the belt conveyor system. Modelling the material allows feeding-source machines to collaborate with each other, not only to flatten peaks but also to compensate for each other to boost production while reducing the risk of overload.

Pointing out the overall importance that proper design and integration of material transfer points and chutes have on plant performance, Weba Chutes recommends early involvement of an EPCM firm in bulk material handling projects to optimize planning and placement of these components.
Priority on Project Preparation
Across the industry, mine project owners are reporting that upward trending cost curves for energy, consumables and other items are taking larger than expected bites out of their contingency funds, and many companies are scrambling to keep projects moving along on schedule in the face of material shortages, shipping delays and labor scarcity.
For example, the most recent release of the IHS Markit PEG Engineering and Construction Cost Index (ECCI), a service that tracks industry trends that can affect wage and material inflationary movements in the construction and engineering industry, shows that both shipping and construction costs have skyrocketed in the North American market, while other reports indicate the global mining industry is grappling with inflationary increases in the 4-7% range, with the costs of certain consumables such as fuel rising at a much higher rate. The ECCI index score increased from 75.3 in February 2022 to 85.5 in March, the highest figure for the index’s 10-year history. Its subcontractor labor index rose 4.8 index points in March to 79.3 from 74.5 in February, while the sub-index for materials and equipment costs rose 12.6 index points to 88.2.
In a business climate like this, preplanning, good design and proper maintenance can protect material handling projects and existing system performance from being knocked off kilter. And, some of the industry’s leading material handling system providers would like to remind producers that attention to these details can yield significant benefits even in areas that typically don’t get a high level of engineering scrutiny — transfer points, chutes and hoppers, for instance.
South Africa-based Weba Chute Systems noted in a recent blog post that there is growing recognition that transfer points and chutes have a significant impact on overall plant performance. The mining sector relies increasingly on Engineering, Procurement and Construction Management (EPCM) firms for new builds and expansions, allowing miners to focus on their core mandates.
The advantage of using EPCMs is their design and execution capability, which many mining companies have elected to reduce over the years. According to Weba Chute Systems Project Manager Ted Cruikshank, this usually streamlines the input of suppliers, allowing a focused and efficient relationship. Working closely with an experienced transfer point OEM at an early stage of a project will ensure chutes are optimally planned upfront.
“For EPCMs to get the best value from our decades of experience in transfer points, they really need to talk to us early in the project cycle — ideally at bankable feasibility stage,” Cruikshank said. “This can ensure that transfer points are optimally planned upfront, as the positioning of this infrastructure is vital to many other aspects of the plant.”
He noted that in the past five years or so, there has been a growing recognition that transfer points and chutes have a significant impact on the overall performance of process plants. They were previously considered as relatively small additions to plant layout, with more attention being paid to the larger items, which carried a higher capital value.
“What is now being appreciated is that poorly positioned or inadequately designed chutes can disrupt the entire plant process, costing mines dearly in terms of downtime, maintenance and repairs,” he explained. “Mines pay the price of substandard equipment by having to deal with choking in the chutes, high wear-and-tear, spillage, skew belt loading, damaged idlers and other problems.”
These challenges can be avoided if EPCMs engage transfer point specialists early on, so that these experts help inform the plant layout before final design decisions need to be taken. By getting the right input in good time, EPCMs can also quote more accurately on their project costs.
“For instance, if the positions and heights of key equipment in a plant have already been decided before we get involved, it means that designs must be altered in order to achieve optimal results,” Cruikshank said. “Alterations to existing plans invariably means added costs, which the end-customer is never happy about. By arriving at the right design first time around, the costing is more predictable and the reputation of the EPCM is enhanced.”
Cruikshank said the height of a transfer point is an important variable in properly controlling the flow of ore through chutes and on to receiving conveyors with optimal belt loading, low impact and reduced wear. Before design stage, Weba Chute Systems gathers detailed technical information from the client on the mine’s material characteristics, lump sizes, tonnages, particle size distribution and other factors. Transfer chutes can then be custom-engineered to the right configuration, matched to the ore that needs to be moved.
“We regularly see situations on mines where this process has not been followed, and where chutes are still regarded just as simple platework,” he said. “At one manganese mine in the Northern Cape, management called for our assistance when material flow across the operation became disrupted by dysfunctional chutes that would not last.”
Weba Chute Systems’ involvement led to replacement of almost 30 chutes on a single site so that mine operations could return to normality, Cruikshank noted.
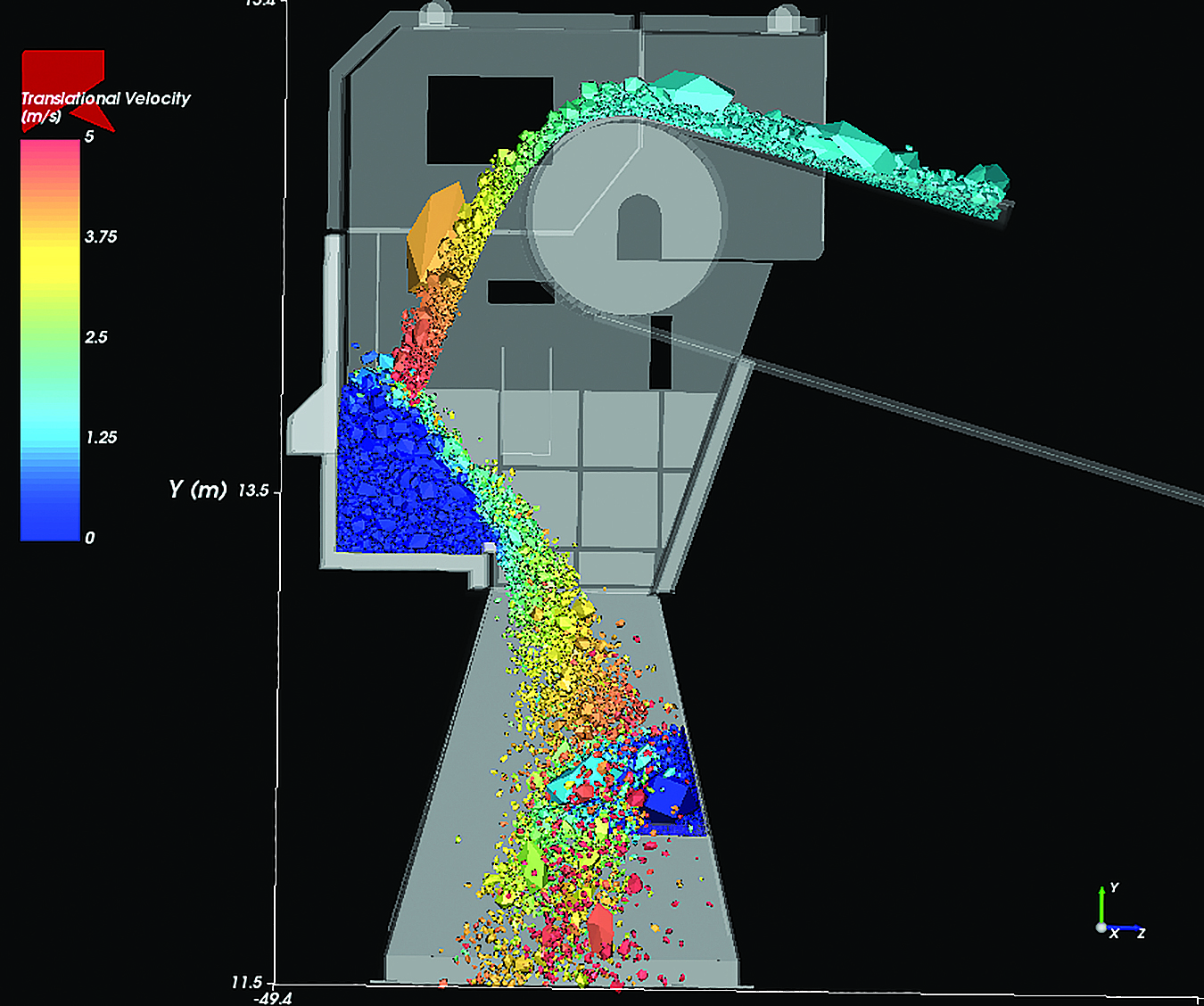
Weir Minerals uses Discrete Element Modelling (DEM) software, which simulates particle flow, to understand the intricacies of particle-particle, particle-structure and particle-machine interactions, as well as to visualize how particles will flow through the chutes it’s designing.
Designing Chutes for Max Performance
Weir Minerals said it views chutes as the unsung heroes of comminution flowsheets. When E&MJ asked why, the company offered to have its experts explain. Here’s what Jon Waite, engineering manager, pumps, PCD & comminution; Fernando Domingo, senior engineer; and Nirmal Weerasekara, principal engineer — all based at Weir’s Artarmon, New South Wales, Australia operations — said:
OEMs know, broadly speaking, how their feeders, crushers and screens will operate. They perform consistently, which means process engineers “know” what to expect from them when developing flowsheets. Understanding how the material will behave at the transfer points, on the other hand, is highly variable and, therefore, more difficult to predict. Optimal chute design will have a profound impact on the way equipment operates downstream which will, in turn, affect overall plant performance.
When designing chutes for specific applications and plants, the Weir Minerals team spends a lot of time working through how to control the material flow, while minimizing dust, spillage and blockage, among other things.
For screening applications, it’s important to consider how fast the material will enter the screen and how it will disperse across the screen in order to achieve the best screening performance. Ideally, the material needs to be evenly spread across the screen to promote greater stratification of the feed material, allowing more finer particles to work through the material bed, leaving a higher concentration of coarse and large particles to rise to the top. Needless to say, stratification has a major influence on plant screening process, screening efficiency and the quality of product. Similarly, in crushing applications, uneven feed can adversely affect crushing performance and efficiency and result in lower quality product.
The speed and trajectory are also important considerations because if the material is flowing too quickly and in a less than ideal path, then any oversized particles can cause premature damage to immediate contact surfaces, like feeder pans, screen panels and chute linings of the discharge chute. Furthermore, if the particle distribution, speed and trajectory of the material isn’t properly accounted for it can lead to blockages at the transfer points. A discharge chute, for instance, typically feeds on to a receiving conveyor, so the material needs to exit the chute at a speed that is proportional to the speed of the conveyor.
Importantly, the Weir Minerals team looks at the overall system, not just each individual chute. In other words, successful chute design only works if the engineers take a system-wide approach. Primary, secondary or tertiary crushing circuits have specific chute design requirements to accommodate the different material and flow properties leading to each chute. Thus, it’s essential that the process engineers understand the plant process flow, target throughput and the customers’ product quality requirements.
One of the advantages Weir Minerals claims over its competitors is that, as an OEM, it has a full range of comminution equipment that it designs and manufactures and, therefore, knows intimately how it operates. Additionally, this equipment is fully supported by a team with a broad skillset and diverse experience, made up of process engineers, design engineers, product experts and data scientists, among others.
Weir Minerals treats each chute as a customized design. These are fully welded pieces of equipment, which means they’re non-adjustable once on site. It’s imperative, therefore, that the team is meticulous at every stage of the planning and design process.

A supplier’s knowledge base gained from prior-project experience can help mines predict how specific types of ore, for example, will behave in order to avoid material-flow operational problems.
Simulation
Weir Minerals uses Discrete Element Modelling (DEM) software, which simulates particle flow, to understand the intricacies of particle-particle, particle-structure and particle-machine interactions, as well as to visualise how particles will flow through the chutes it’s designing. These simulations help the engineers understand the transitional flow of the material, where the highest bulk pressure in the chutes may lead to potential high wear areas and where potential blockages may occur. The goal is to minimize particle size segregation on conveyers and ensure even size distribution of particles across the cross-section to achieve optimum feed, for example into a crusher.
In brownfield process optimization projects, reliable plant process data is vital as there’s a direct correlation between the quality of the data input into the simulation and the accuracy of the modelling that informs and guides the process optimization.
In greenfield projects, there may be instances whereby accurate data is difficult to come by. In such cases, the Weir Minerals team draws on their experience and knowledge to make predictions based on how a particular ore typically behaves. Spodumene behaves very differently to an iron ore, for example, and that needs to be taken into account.
There are many principles involved with how rocks fall and there’s always variance depending on the size and shape of the rocks. Some rock characteristics and processes generate thin, slabby material, which falls differently to a rounded material, which typically rolls or tumbles. The team also weighs up the PSD and calculates how that will affect the way the material behaves. This is guided and informed by plant data, simulations, as well as the expertise and experience of Weir Minerals multidisciplinary team.
Fault scenarios are also simulated to pre-empt potential problems that could lead to the shutdown of production or catastrophic failure. The team can model situations where there’s a blockage in the stream, which, in turn, can lead to material building up in the discharge chute. It’s important that operators have the confidence that, when the conveyor is restarted, they are going to be able to clear the chute. Simulated fault scenarios such as this forestall problems before it’s too late — that’s to say, before the chute is designed, manufactured and installed.
Chutes are often overlooked in comminution flowsheets. But, in many respects, they embody a trend in the mining industry toward the utilization of data and simulation to drive insights and optimize equipment and processes.
Weir Minerals’ engineers are proficient in the realm of data — once the sole domain of data scientists — and understand its potential; thus, it increasingly forms an essential element of how they work — often seeing and interpreting data differently and unlocking previously hidden value.
Flow Aids for Avoiding Clogs
Brad Pronschinske, global air cannon product manager at Martin Engineering, described the drumming sound of bulk material hitting the metal sides of a hopper, bin or chute during loading as the sweet sound of production. If the noise becomes muffled, he explained, it likely indicated that the vessel is filling up, or it could signal the presence of buildup on the inside walls or discharge gate. There are a number of design and maintenance options available to reduce or prevent buildup problems, however.
Once coarse material adheres, the buildup is generally fast and dense, eventually resulting in downtime to remove. When operators notice reduced material flow, spillage or accumulation on conveyors, they know a clog has formed. Seeking ways to address it quickly without the proper tools or training can also be the moment when workplace safety degrades.
Flow aids are engineered to safely clear and prevent clogging, promote material flow and avoid costly downtime. To know what technology will work best for a specific application, the first step is understanding how, where when and why clogs happen in any given vessel or transfer point. The second step is removing any worker involvement in clearing the clog, aside from pushing a button to activate the flow aid if it isn’t automated or controlled by logistical software.
Clogging, Loads and Carry Weight
Although hoppers are designed to be filled with a specific volume of material, they generally exist to consolidate and direct the flow. Although they are not storage vessels, an awareness of the maximum load is important. Some operators match the hopper size to transport bin size (for trains, trucks, etc.), repeatedly filling and emptying them. This makes load requirements especially important in those cases, since capacity is reached dozens or hundreds of times per day under many conditions. When working with bulk solids, environments with high moisture and freezing often experience clogging. Wide variations in the size and shape of material can also affect the flow characteristics, leading to buildup and clogs.
If a hopper is not designed to carry the material load at full capacity, then a sudden surge of material or a clog can lead to danger. Even if a vessel is engineered properly, abrasion from loading can cause the walls of the hopper or chute to wear thin over time, decreasing their ability to carry the weight, potentially causing them to buckle and possibly injure anyone working near the structure.
Structural standards determine the proper design of the equipment to handle the load. Loads are categorized as:
• Dead load – The total weight of the structure, including attached items and equipment supported by the structure.
• Live load – Forces exerted from stored material, including high and low pressures caused by flow. Essentially, that includes anything independent of the structure, including snow, positive and negative air pressure, wind or seismic load and forces from materials stored against the outside.
• Thermal Load – Caused by temperature differences between the inside and outside faces of the wall.
• Settling Load – Force from uneven settling of the structure.
Weather, weight/size of the material, structural design and load distribution are all factors that can lead to clogging and/or an overcapacity situation. The weight of the material can contribute significantly to structural integrity and load distribution, as well as the force of the material once it is discharged. The discharge surge can overwhelm the bin or conveyor onto which the material is flowing, so understanding the weight of the material in the clog is important.
Once the clog has been detected, the weight of the clogging can be calculated using a load that is equivalent to the capacity of the chute or vessel in question, with due reference to the slope angle. The material normally within the chute or vessel may be deducted. The actual bulk weight must be taken for the calculation.
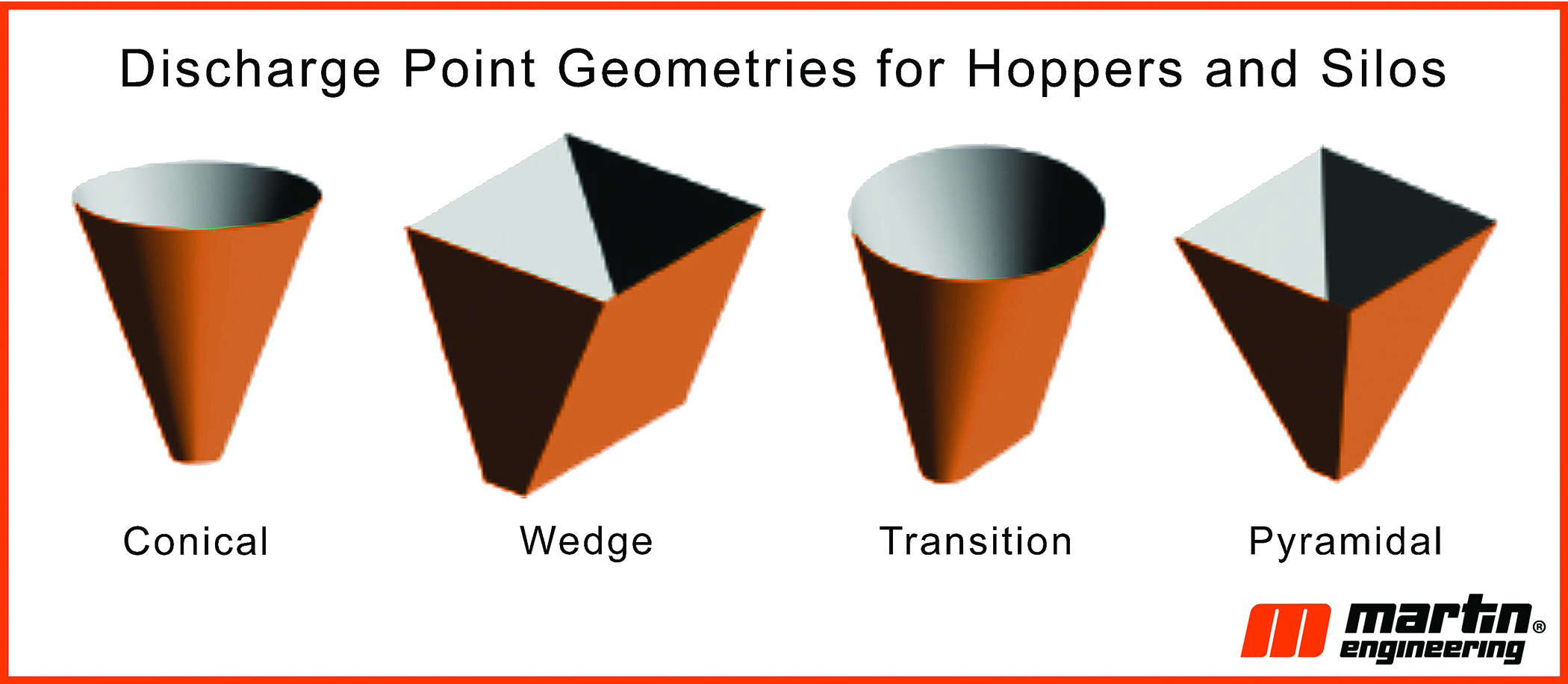
Mine operators choose discharge point shapes based on a series of load and flow factors. The wrong shape selection can lead to clogging and excessive, possibly unsafe maintenance activity.
Discharge Point Geometries
Discharge channels come in varying shapes, depending on the vessel and the material flow characteristics. Spouts that are narrow, such as those found on conical or pyramidal shapes, direct flow in a vertical column either into a chute or specific loading area. Slotted spouts, like those found on the wedge or transition shapes, distribute material in a narrowly defined line for loading onto conveyors or into containers (trains, trucks, etc.)
The geometry of a vessel must match that of the discharge point, or it will be prone to clogging. Mine operators carefully choose discharge point shapes based on a series of load and flow factors. The slope angles in discharge point geometries can contribute to clogging based on material characteristics, the specifications of the application or the placement of the vessel.
These discharge points can feature gates or grates that stop or separate the material. Gates halt material flow for incremental filling of transport bins on a train or truck. Grates can be used to slow or direct the flow of material when loading onto a conveyor. Either way, operators find that these components can exacerbate clogging by stopping or slowing material at a structural choke point of the vessel.
Unsafe Practices
Once a clog has been detected, there are several unsafe practices that at the time may seem harmless, but frequently cause serious worker injuries or fatalities year after year. The two main causes of injury are sudden discharge of adhered material and entrapment.
One unsafe method is beating the vessel walls with mallets or other objects to loosen adhered material. Over time, the more the walls are pounded, the worse the situation becomes, as the bumps and ridges left in the wall from the hammer strikes will form ledges that provide a place for additional material accumulations to start.
Another hazardous practice is poking or lancing underneath the clog at the discharge point. This can result in a sudden surge of falling material, burying or crushing the worker(s) below.
Perhaps the most prevalent cause of worker injuries and fatalities is confined space entry of the vessel. Workers can potentially sink into the material in the center, or the load could be bridging and suddenly release. If a worker enters the vessel and stands on a bridge, a sudden discharge could pull the worker into the cavity. Another serious hazard of confined space entry is material buildup on the sides of the vessel, reaching higher than the worker. This buildup could fall from above, causing serious injury or burial.
Air lancing the clog from the mouth of the vessel at the top is an option many operations have chosen, but guardrails are highly recommended. The reach of the lance and the pressurized air stream must match the size of the vessel. Workers can fall in trying to reach the lance down to the clog, even if guardrails are present.
All these hazards can be avoided by introducing flow aids to the vessel to mitigate clogs, promote material flow and reduce downtime. As the term implies, flow aids are components or systems installed to promote the transport of materials through a chute or vessel, controlling dust and spillage. Flow aids come in a variety of forms, including rotary and linear vibrators, high- and low-pressure air cannons and aeration devices, as well as low-friction linings and special chute designs, to promote the efficient flow of bulk materials.
These modular systems can be combined in any number of ways to complement one another and improve performance. The components can be used for virtually any bulk material or environment, including hazardous duty and extreme temperatures. One of their primary advantages is that an operation can obtain a level of control over the material flow that is not possible any other way.
When employing flow aids, it’s critical that the chute and support components are sound and the flow aid is properly sized and mounted, because the operation of these devices can create potentially damaging stress on the structure. A properly designed and maintained vessel will not be damaged by the addition of correctly sized and mounted flow aids.
It’s also important that any flow aid device be used only when discharges are open, and material can flow as intended. The best practice is to use flow aids as a preventive solution to be controlled by timers or sensors to avoid material buildup, rather than waiting until material accumulates and restricts the flow. Using flow aid devices in a preventive mode improves safety and saves energy, since flow aids can be programmed to run only as needed to control buildup and clogging.
Engineered Vibration
The age-old solution for breaking loose blockages and removing accumulations from chutes and storage vessels was to pound the outside of the walls with a hammer or other heavy object. A better solution is the use of engineered vibration, which supplies energy precisely where needed to reduce friction and break up a bulk material to keep it moving to the discharge opening, without damaging the chute or vessel. The technology is often found on conveyor loading and discharge chutes but can also be applied to other process and storage vessels, including silos, bins, hoppers, railroad cars, screens and feeders.
Some mining operations and methods can result in wet and tacky material. There is another innovative solution that prevents carryback from sticking to the rear slope of a discharge chute. The dribble chute uses material disruption to reduce friction and cause tacky sludge and fines to slide down the chute wall and back into the main discharge flow. By addressing these issues, operators can reduce maintenance hours, equipment replacement and downtime.
Air Cannons
One solution for managing material accumulation in chutes and vessels is the low-pressure air cannon, pioneered and patented by Martin Engineering in the 1970s. It uses a plant’s compressed air to deliver a powerful discharge to dislodge the buildup. Cannons can be mounted on metallic, concrete or wood surfaces. The basic components include an air reservoir, fast-acting valve with a trigger mechanism and a nozzle to distribute the air in the desired pattern to clear the accumulation most effectively.
The device performs work when compressed air (or some other inert gas) in the tank is suddenly released by the valve and directed through an engineered nozzle, which is strategically positioned in the chute, hopper, duct or other location. Often installed in a series and precisely sequenced for maximum effect, the network can be timed to best suit individual process conditions or material characteristics. The air blasts help break down material accumulations and clear blocked pathways, allowing solids and/or gases to resume normal flow. In order to customize the air cannon installation to the service environment, specific air blast characteristics can be achieved by manipulating the operating pressure, tank volume, valve design and nozzle shape.
Nozzle and cannon designs have come a long way since their introduction. Air tanks were directly connected to nozzles, which used to be open pipes that shot across the stream or shaped and welded to the walls to direct the air shot toward the clog-prone area. In a punishing environment like mining, operators found these nozzle designs would wear quickly, requiring replacement and downtime. Open pipes often suffered from blockage that became too dense for the cannon to clear, requiring removal of the tank. Directional nozzles would get crushed or also become blocked, requiring confined space entry and hot work to remove and replace. To mitigate the stoppages and extra labor, a Y-pipe assembly can be permanently mounted to hold the tank and nozzle, which can be changed in minutes from outside the vessel. Many designers now proactively include the mountings in new designs so that a future retrofit can be done without hot work permits or extended downtime.
Valve Replacement
Over time, the valve in an air cannon will wear, even under normal conditions, and it is common practice to refurbish them rather than replace them with new ones. Because clearances and fits are critical to proper operation, it’s recommended that flow aid devices be rebuilt and repaired by the manufacturer, or that the manufacturer specifically train plant maintenance personnel to properly refurbish the equipment.
To simplify the process and avoid system downtime, one manufacturer has created a program to supply factory-rebuilt air cannon valves that carry the same warranty as new valves. Customers can receive a standard pallet-sized container with six refurbished valves, so there’s no need for users to rebuild worn-out components. The changeout can be accomplished in just ten minutes, at less than half the cost of new valves. The used valves are shipped back to the company, where the units are rebuilt to as-new condition by factory-trained technicians. Customers save time and money, with no need to stock repair parts or provide the training / labor to rebuild.
Case Study – Mexico Coal Mine
A coal mine in northern Mexico was experiencing problems with material clogging a high-volume discharge chute leading from a main raw material conveyor. Handling 12,000 metric tonnes (13,227 tons) of coal in the plant’s 24-hour operation cycle, tacky dust and aggregate would cling to the sides of the transfer point and clog it 2 to 3 times per day. Two people would manually dig out the clog and sometimes enter the chute, causing an interruption in operations for up to 6 hours every day. Cleaning and maintenance caused a potential workplace hazard, reduced productivity and raised the cost of operation.
Operators invited technicians from Martin Engineering to offer a solution. They installed two 35 liter (9.25 gallon) Martin Hurricane air cannons. Connected to the plant’s existing compressed air system, the cannons use positive-acting valves that fire a powerful shot of pressurized air into the chamber along the material path to promote constant flow and dislodge adhered material. Offering more force output than designs double their size with considerably less air consumption, the compact tanks measure only 16 in. (406 mm) in circumference, 24.92 in. (633 mm) long, and weigh 78 lb (35 kg). The units fire a shot of air at up to 120 PSI (8.27 bar).
Designed with safety and low maintenance in mind, the cannons feature a centrally located outward-facing valve assembly that can be replaced within minutes, without the need to remove the tank from the vessel. To prevent the risk of unintentional firing due to drops in pressure, the positive-firing valve requires a positive signal from the solenoid in the form of an air pulse to trigger release.
After 8 months of operation, operators reported the air cannon system decreased unscheduled downtime significantly. Labor for cleaning was drastically reduced, with no reported need for chute entry. “We are very satisfied with this solution,” a manager said. Company officials are working with Martin Engineering to examine other sections of their process at the facility and devise similar solutions.
Let The Material Flow
Over time, all components wear or break under normal operating conditions. Most of these devices can be rebuilt to extend their useful life. Managers will agree that it is more economical to fix or replace a single component than an entire chute or hopper system prematurely. In addition to the positive economic outcomes are safety outcomes. Less maintenance and exposure to dangerous practices means fewer chances for injury. When taken together, modern flow aids improve production, efficiency, and lower the cost of operation.

The Fusion drive systems house all components in one package.
Hägglunds Introduced Fusion at SME 2022
By Steve Fiscor, Editor-in-Chief
One of the highlights from the 2022 Society of Mining, Metallurgy and Exploration (SME) conference was the Hägglunds Fusion drive system. As the new definition of compact power, Fusion houses the motor, pump, cooling system and controls in one package, allowing for a smaller footprint.
For the first time, miners working with materials handling systems have a plug-and-play answer to drive system needs. The Fusion drive system puts everything on the torque arm, from the hydraulic motor and pumps to the cabinet that houses them. That makes high torque and total reliability available from a single unit — in a footprint that was previously unthinkable,
according to Hägglunds.
This system eliminates the gearbox and the associated foundations and alignment issues.
“These systems would mount directly on a machine shaft for a small conveyor or an apron feeder — anything with a lower power, high-torque requirement,” said Brian Howell, manager sales and operations for Hägglunds Products & Solutions. “The mine attaches a 460-volt, 3-phase power source and it’s ready to run up to 60 hp. It’s ideal for retrofit applications. Several mines are considering Fusion drives to replace older mechanical drive systems.”
Hägglunds also displayed the Atom motor. Possessing far more power than motors of similar size, the Atom is a tiny, power-dense package. “With output of 500 hp at 400 rpm, this will be a real game changer for mines with space limitations,” Howell said.
The Atom has a maximum torque of up to 13.6 kNm and a specific torque of 40 Nm/bar. Because it supplies full torque at speeds up to 400 rpm, it has a maximum power of 394 kW (528 hp) that outstrips other motors in its class, according to Hägglunds.
“In the past, mining companies may have taken a pass on the use of Hägglunds motors for drive systems because of their bulky nature, but the Atom will make them reconsider that decision,” Howell said. Hägglunds strengths, such as maximum torque from zero speed and built-in protection from torque peaks, are now included in small, easy to install packages.

