






Purpose-built system applies a dust control formula specifically designed for underground mines
By Steve Fiscor, Editor-in-Chief
Dust control never seems to get the attention it deserves at mining operations. For open-pit mines, the dust cloud disappears with the wind. In the underground environment, however, when equipment kicks up a dust cloud on the main intake, it travels throughout the mine and affects everyone. No one wants to work in dusty conditions; plus, it’s a health hazard.
The underground environment is also unique. There is a constant wind and no chance of rain. There is also a good chance that air moving through the mine has relatively low humidity. So, using water as a wetting agent does not work well, and water-soluble dust control products that have been designed for surface roads will not normally work as well either, as they are difficult to spread.
The frequency of application can also impact an operation. If the product application is too light, it will usually need to be reapplied. If it is too heavy, the conditions could become greasy or slippery, which leads to another set of safety-related issues. If the product has a strong binder, it could create a crust on which more dust just accumulates.

A miner uses a specially design system to apply a dust control product to the road, rib walls and the back.
Recently, an underground metal mining operation in the western U.S. was experiencing dust issues related to the haulage level and its decline, which served as the main intake for ventilation. Once they decided to attack the problem by grading and applying product, the conditions deteriorated to the point where they found themselves rebuilding the main haulage roadway every three days. Frustrated, they reached out for help and engaged a chemical manufacturer that not only designed a product for underground use, but also created a system to apply it, which solved several problems. The mine’s working conditions and productivity performance improved to the extent that several other underground mining operations are now using the system.
Dealing With Underground Dust
The mine uses a caving method to produce ore. The caving action crushes the ore and loaders (LHDs) remove the ore from draw points and haul it to the ore passes where they dump the load. The ore passes feed haulage chutes, which are used to load 80-ton trucks. All this activity — cave generation and development, mucking at draw points on the production level, and opening the haulage chutes to load the trucks — creates dust.
On top of that, the mine was moving more than 1.7 million cubic feet per minute of air to ventilate the operation. The air moving through the mine had a relatively high velocity and low humidity. Any dust created on the main intake traveled to the production level. The production level was generating considerable dust. All the dust generated would circulate throughout the mine.
The low humidity inhibited the use of water alone as a wetting agent. The mine was using lignosulfonates to control the dust and conditions were not improving, said Colin Shaw, project manager and senior mining engineer for Nordmin USA, who worked for the mine at the time and was directly involved with the dust control program. Lignosulfonates are basically glue created from tree sap, a byproduct of the paper manufacturing business.
The mine’s dust control program consisted of multiple water trucks with dedicated operators. One was assigned to the development crew and it focused on the access ramps and new areas. Another was assigned to the production level and a third unit operated with the haulage team at the bottom level with the crusher. Not knowing the mine well, the junior miners operating the water trucks were often unsure where they were needed most.
“Lignosulfonate was also a problem,” Shaw said. “When it worked, it suppressed the dust and created a hard surface like asphalt, which works great until more dust accumulates. We were using so much lignosulfonate that the road had solid ruts and the lignosulfonate was running off in the ditches. The mine equipment also accumulates dust and carries it with it everywhere it goes. They were only spraying the road, not the rib walls or the back.”
The roadways had solidified to the point where the miners were unable to maintain the ditches. The decision was made to improve the program, first by grading the roads and then by using a better dust control agent. Grading the road, however, turned out to be difficult as the lignosulfonate had created a hard crust that could only be removed using a diamond-tipped blade on the grader.
“Controlling the dust on the main access roads was easy enough if the road was reasonably well-graded and the product was not running off,” Shaw said. “The haulage road was a different story. You could grade the road all you wanted, and they did every three days, but those 80-ton trucks would just beat that road up. Every three days, the mine would shut down the haulage road, regrade, reconstruct and rebuild it, and that process kicked up more dust. Water was worse and it would just turn the road into mud.
“We needed a product that would help build the road in a way that would last longer than three days,” Shaw said. “A product that would lock down the dust and, if possible, absorb more dust as it accumulated.” He reached out to Midwest Industrial Supply.

The applicator was designed for use underground and mounted on a forked skid.
Like many underground mines, they were using run-of-mine fines and muck from old draw points as road base. “We needed a product that would bind, but not over-bind, like the lignosulfonate, and remain moist enough to absorb more dust,” Shaw said. “It had to be strong enough to support the 80-ton, fully-loaded trucks yet wet enough to absorb any dust coming off the trucks. If it stayed moist enough, then any ambient dust from the trucks would stick.”
The object was to reduce watering times and extend the number of days until the next road rebuild. “Productivity would improve because the entire crew was performing road reconstruction work every three days and those hours add up,” Shaw said.
After implementing Midwest Industrial Supply’s proprietary MineKleen Underground Mine Dust Control System, the goal was to push the time between road rebuilds from three days to 11 days. The primary crusher had preventive maintenance (PM) scheduled every two weeks. Production would run for 11 days and they would use the remaining three days for crusher PM on a two-week schedule.
“We needed that road to last 11 days,” Shaw said.
They implemented a new dust control strategy and started using the MineKleen Plus formulation, which did not lock everything up and remained moist. They replaced the junior miners operating the water trucks with a senior miner that knew the mine and had the construction skills. “When an area had dust problems, he was there within 30 minutes, putting product down,” Shaw said. “He basically built a routine around the mining activities taking place. Every two weeks, he was able to cover the entire mine and eventually took over the responsibilities from the other water truck drivers.”
At first, they pushed the road rebuild from three to five days, moving cautiously, then seven days. They did not really believe they could get to 11 days, but they did after about 2.5 months, Shaw explained. “We probably could have ramped up more quickly, but miners are conservative in nature and they wanted to do it in smaller increments,” Shaw said.
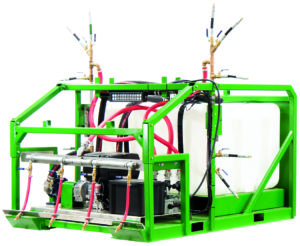
The applicator consists of a small diesel engine, a gear box, a positive displacement pump, and a few solenoids and nozzles (sprays).
The company understood that the more the trucks ran, it would be easier to meet production bonuses. They eventually hit a couple of single-day records for ore trucked to the crusher. They didn’t have to rebuild the roads as frequently and the crush-convey team was setting daily production records. Ownership of the problem was a big deal and the entire team participated.
At the peak of the three-day road building program, Midwest estimated that the mine was spending about $642,000 per year on dust control, which included 487 man-hours rebuilding the roads and operating the water trucks. When it proposed the MineKleen Plus formulation, Midwest Industrial Supply believed they could reduce those costs by more than 30%. If they could push the road rebuilds from three to seven days, man-hours alone would be reduced from 487 to 250, but they set a stretch goal of 11 days.
The final results, however, were better than expected. Because they were able to extend the time between applications to 14 days, the number of applications per year dropped from 122 to 28. Man-hours declined from 487 to 133 and the annual gallon usage of product was cut by 43%. Altogether, this led to a cost reduction of 35%, saving the mine approximately $224,700 per year.
“The labor efficiencies of maintaining the road during the PM played a significant role in the cost reduction,” Shaw said. “More importantly, the crew of six to eight miners that would have been rebuilding the road three times during that two-week span were now completing productivity-related projects. We wasted a lot of hours constantly rebuilding the roads.
“Midwest Industrial came to us with a solution rather than just simply trying to sell us product,” Shaw said. He estimated that, once they got the product and the application system on-site, the problem was solved in 2.5 months.
Understanding the Problem
Lynn Edwards, senior sales representative for Midwest Industrial Supply, made the initial assessment and oversaw the work of implementing the new system. “The real challenge here was the underground aspect,” Edwards said. “I felt we could solve the problem. In addition to the dust, they had a stabilization problem. That lack of stability was creating a lot of extra work with the constant roadway regrading efforts.”
After three or four visits to the mine, Edwards proposed the MineKleen Plus formulation, which has a binder. “It’s important to see the situation firsthand and understand the problems and the challenges these miners were dealing with,” Edwards said. “Unlike lignosulfonate, MineKleen was not a water-soluble product, so they would not need to spray nearly as much of it and nowhere near as often.”
Many dust control programs rely on the frequency of application, not so much on sheer volume of application, Edwards explained. “In this case, we didn’t want to tie up traffic while we were applying the product,” Edwards said. “We needed the binder to do its thing quickly.”
Rain or water is usually the enemy of most dust control programs, so he knew they had an advantage in this situation. The trucks, however, were relentless. “The path is the path underground, 24/7,” Edwards said. “With open-pit applications, the trucks move around quite a bit. We were pleased to see how the product held up under load.”
The MineKleen Sprayer was designed in a way that miners could shove it off the back of a truck and push it around with an LHD. “It’s a simple system that has been built for the mining environment,” Edwards said. “Unless they run over it, it should work well in any underground mine.” The applicator consists of a small diesel engine, a gear box, a positive displacement pump, a few solenoids and nozzles (sprays).
When it came to training the miners on how to use the system, Edwards said the most difficult thing was getting them to look in the mirror. He would encourage them to remember what they were doing. “How does it look as you’re applying it?” Edwards asked. “It’s a fine line. Too much could make the surface slippery. Under-applying it means they have to make another pass. We had to train the operator’s eye. Once you over apply it, you cannot undo it.”
The MineKleen formulations are non-toxic, non-corrosive and non-hazardous. “It can sit for months at -10°F and still spray,” Edwards said. “Other products would become more viscous.”
The beauty of the MineKleen formulations is the shelf life. “Because it’s not a water-soluble product, it can be stored indefinitely,” Edwards said. “Temperature has no real effect on it. They spray with the machine. They park it and forget about it for two weeks. They do not have to worry about something hardening and plugging the system. It’s very user friendly and requires very little maintenance.”
One mining operation mounts the MineKleen Underground Dust Control System to a 1-ton pickup.
Developing a System Approach
With a win under their belt, Midwest Industrial Supply began to re-evaluate the underground market. Dan Carpenter, senior technical sales and application specialist for Midwest, took what they had learned from the first experience and developed the full system they now have in use at five underground mines in the U.S. and Canada.
“It really was surprising how the underground environment differs from above ground,” Carpenter said. “The ventilation system creates this constant wind that carries dust through-out the mine.” Carpenter is credited with developing the MineKleen Underground Mine Dust Control System. “Midwest Industrial Supply is a chemical manufacturer,” Carpenter said. “You can have the best chemical in the world, but if it’s not properly applied, it won’t work well.”
Midwest has always designed application systems. When they first started in the dust control business, most of the products were water-based products that would be mixed and applied with a water truck. “Back then, the biggest change was converting from a fan spray nozzle to a spray bar,” Carpenter said. “Then we moved into synthetic and organic mixtures, which are not water-based, and we developed the E-sprayer, the first version of the MineKleen Sprayer application equipment.”
Carpenter spent considerable time underground working with miners to develop the system from a prototype to today’s more sophisticated version. “We toughened it up to military-grade standards,” Carpenter said. “Once we understood the problem, it was just a matter of modifying the sprayer for the underground environment.”
He designed it to spray the back and the rib walls. “These units move slower than units on the surface,” Carpenter said. “Underground you have more starting and stopping, which requires more solenoid action.”
The system can be mounted on a forked skid or a 1-ton flatbed truck. “We mount most units to a reinforced skid,” Carpenter said. “Miners can pick it up with the forks on an LHD. The LHD operator uses a handheld controller, which opens the solenoids to spray and switches on the lights. The controller also has low product level warning lights.
“It’s a one-man operation,” Carpenter said. “Simple, easy-to-operate and effective.”
When a mine purchases the MineKleen Underground Dust Control System, they get the MineKleen dust control formulation, the MineKleen Sprayer application equipment and training. A manual and DVD are shipped with the system. “The video covers everything from opening the crate to applying the product to maintaining the equipment,” Carpenter said.
It’s difficult to get underground these days for the training and Midwest Industrial Supply has found a way around that logistically.
The whole unit will fit into a cage. The product comes in bulk or in 275-gallon totes. “We built the sprayer as big as we could but kept it small enough to fit inside the cage,” Carpenter said.
He credited the improvements to the voice of the customer. “It’s nice to have people who give feedback,” Carpenter said.
Underground miners have tried dust control products that were designed for surface applications and a lot of them have just not worked well, Carpenter explained. “Some of these products will actually accelerate mold growth underground,” he stated. “The mines that have mold are very sensitive to it. The MineKleen product has a mold inhibitor. We took samples of the mold underground and analyzed it in our labs to determine what additive was needed to control it. We modified the formula and solved that problem, too.”
“This system has been beneficial for everyone,” Carpenter said. “We have received a lot of positive feedback.” Midwest Industrial has implemented five MineKleen systems in underground mines during the first 12 months of the program.


