




More than 100 virtual operators have been deployed over the course of three years at Los Bronces mine. Above, the Los Bronces mine milling control room in Chile. (Photo: Anglo American)
Two studies identify obstacles to SDGs, while a major miner announces the windfall from deploying automation
By Jesse Morton, Technical Writer
Mining companies striving to hit their sustainable development goals (SDGs) will be adopting technologies and processes at the mill that shrink its physical footprint, its carbon footprint and its water usage. Those efforts can be capped with more automation and, ultimately, teleoperation, an expert from Fluor said.
“Remote control technology has advanced to the point where a remote control center using sensors and cameras can monitor and control crushing, grinding, flotation and other concentrator operations,” said Carey Hunker, innovation lead, Fluor. “Together with a digital model of the concentrator, the digital twin, and advanced process control technology, operation can be optimized and continually improved from a remote location. Recent projects in Chile include facilities that can be remotely operated and monitored from locations hundreds of kilometers from the site.”
Some mines are already there, including a handful at Anglo American that are helping the company save serious money, according to a corporate report.
Others are targeting more basic goals. A couple recent studies now circulating show some of the very real challenges that await miners tasked with mill optimization according to corporate SDGs. While the challenges are unique to the operations studied, they are general enough to show that good intentions and high ideals must be tempered with hard reality, basic physics and simple chemistry.
Calculating Particle Retention Time
A ball mill study at Lundin’s Eagle mine in Michigan, USA, found that the retention time for coarse particles is roughly twice that of liquid tracers. The authors said the findings offered four major takeaways.
First, the findings suggest that lab-scale test results for retention time probably cannot be straight-line scaled up. A new step may be needed.
“Another thing is that the way modelers, scientists and researchers calculate breakage rates in big mills is on the assumption of equal residence time” for all particles, said Kyle Bartholomew, senior metallurgist, Metcom Technologies. “Clearly, that is incorrect.”
Third, in the typical ball mill, because coarse particles have a longer retention time, they have more “specific energy (kWh/t) applied to them” than do smaller particles, the study said.
This means that “if a coarse particle is retained in the mill for a longer period of time, it is exposed to a larger amount of energy,” Bartholomew said.
Fourth, because “the difference in the coarse particle retention is very significant, we may not need as large a proportion of large balls as we think we do,” said Robert E. McIvor, general manager, Metcom Technologies.
The implications of all four, individually and combined, merit consideration from an industry looking to curb its water and power usage.
The study was conceptualized after batch grinding tests at a pilot mill resulted in retention times for coarse particles that proved to be different from what actually occurred in the plant mill.
The pilot mill test was a batch test, Bartholomew said. “We knew the retention time is exactly the grinding time in the batch test,” he said. “In the continuous plant mill, we did not necessarily know if the particles all transit the mill in the same amount of time.”
Previous literature showed that a statistically significant difference in retention time for particles of differing size is indeed possible. Two papers dating back decades found that “ball mill percent solids, internally, did not match the percent solids of the feed and discharge,” the study said. “This demonstrates a preferential retention of solids in the mill.”
McIvor said one of the studies “crash stopped the ball mill and noticed the density inside the ball mill was actually higher than the feed and discharge.” One logical conclusion was “the rock is retained in the mill to some degree, but the degree was unknown.”
Therefore, the null hypothesis for the Eagle study was tracers do not move through the ball mill at the same rate as coarse particles.
Coarse Particles Take Twice as Long
At Eagle, the ball milling circuit starts with a crushing plant and ends with a 12.7-mm screen. “The ball mill is 3.20 m diameter and 4.88 m long,” the study said. The discharge typically contains “negligible +12.7-mm material.”
At the time, “tonnage was 45 metric tons per hour (mt/h), and mill power draw was 709 kW,” the study said. “Approximate circulating load was 550%.”
The experiment design used mill scats and paint, a collection screen, salt and a water-conductivity sensor.
Six 20-liter pails of 16- to 22-mm ore were painted yellow and would be dumped into the feed at the front of the circuit. Salt would be used as a tracer, would go in at roughly the same time, and the conductivity sensor would detect it in the discharge flow.
A 305-mm-wide screen with 16-mm apertures would go into the discharge flow and remain there about half the time. The other half of the time would be spent removing, dumping and then reinserting the screen.
Whether the paint would last was unknown. “We had no idea,” McIvor said. “We thought those particles might be broken,” he said. “It turned out to be extremely informative.”
A dry run just before the test sent up-to-40-mm mill scats through the circuit, which were caught by the screen, proving it would grab a statistically significant sample.

Liquid tracer and coarse particle collection vs. time. (Image: McIvor, et al.)
Also, water conductivity was measured beforehand to establish a baseline. At Eagle, soda ash is regularly added to the cyclone underflow to adjust the pH for flotation. “There are valves that open and close and that let soda ash in,” said Steve Daavettila, plant metallurgist, Eagle mine.
“There was some concern prior to running the test that that would have some influence on conductivity,” he said. Repeated readings were taken. “We found that there was no interference from the soda ash.”
In the moments prior to the test, a camera was positioned and turned on. The clock was then started, and 186 kg of coarse particles and 20 kg of dry salt were added to the ball mill feed. “Conductivity measurements and coarse particle sampling at the mill discharge were started before material entered the mill,” the study said.
The “initial jump” in conductivity happened “1 minute and 34 seconds from when the salt first entered the mill,” it said.
The result raised eyebrows. “That seemed fast,” Daavettila said.
At roughly the 3:48 mark, it peaked, dropped slightly for 8 seconds, then increased again until 4:13 before falling off again. “This indicates the return (recycle) of salt-laden cyclone underflow water at 3:56 into the test,” the study said.
At roughly the 3:30 mark, the 16-mm screen started catching yellow rocks. “This is approximately twice as long as it took to measure the first indication of liquid tracer,” the study said. Because only roughly 3/4 of discharge flow was being sampled only about half the time, “it is possible some particles made it through faster than that.”

Coarse particles collected at mill discharge. (Image: McIvor, et al.)
The team expected to miss a particle or two. “What we were doing was a 10-minute, equal volume sample on that screen,” McIvor said. “We didn’t think we would catch every particle that exited, but we thought we would catch most of them.”
In the end, 78 of the large particles were collected. “Much of the yellow paint was still visible on these rocks,” the study said. “The particles were weighed to characterize the weight lost due to abrasion. This indicates a weight loss of 30% for the coarse particles collected, on average.”
The sample size was statistically significant, meaning the findings have at least general applicability. Those findings had reaching implications.
Assumptions Overturned
“Comparison with the initial peak in the conductivity measurements puts the particle residence at just over 2 times that of the liquid,” the study said. “The approximate difference in residence time is a factor of two with the coarse particles taking twice as long as the liquid tracer to appear in the mill discharge.”
The null hypothesis was proven. “The results of this test show that it is incorrect to assume, for modelling and calculation purposes, that the residence time of coarse solids in a ball mill is the same as, or close to, the residence time of liquids,” the study said.
The study proves that extrapolating lab-scale testing for particle retention time results may require an extra step. “If we now know that there is a factor of two attributable to something like the size of the particles and their residence time, we can take that into account when making recommendations,” McIvor said.
“For instance, if we were recommending the ball size for a given mill, we would take into account the fact that the mill actually has twice as much time on the coarsest particles than we think it has from assumptions in the past and from small-scale testing,” he said. “That means we can take that into account in terms of suggesting the grinding media that is best for that mill.”
The findings are generally applicable to other mills at other operations. “The physics of coarse particles being retained is no different in many mills,” McIvor said. “In general, the same phenomenon is taking place inside every ball mill.”
Eagle may use the findings when an opportunity arises, Daavettila said. “It really helps with grinding media selection, with testing and with mill optimization,” he said.
The study could be duplicated at other mills to prove the results, however, such is not currently on the calendar for Metcom Technologies. “It is something we will keep in mind as we are refining media sizing methodology,” Bartholomew said. “In the future, we could look at things like the cutoff in size, where it is that particle size really does have a large impact on retention time. There is more work to be done, and we are hoping to engage others.”
Cutting Environmental Water Use
Plants looking for ways to cut environmental water use should test to determine if recycling thickener overflow water to flotation will give recoveries equal to those from using process water, meaning treated water from tailings, according to a recent study by Natural Resources Canada.
The lab-scale study at a concentrator for a Sudbury basin nickel-copper mine sought to compare the results from using the two water types. It found that using thickener overflow water treated with reverse osmosis (RO) resulted in, generally speaking, “no nickel and copper recoveries losses.”
That means, at worst, treated thickener overflow water obtained recoveries roughly equal to those from using process water. The grades recovered, however, were lower.
The study found that, at best, RO water resulted in increased recoveries of nickel and copper from rougher-scavenger flotation.
The study’s main author told E&MJ that those recoveries were, in part, because the RO waters had dissolved solids that prevented bubbles from joining. “Thus, the air bubbles tend to be smaller and the surface area of the bubbles increases,” said Antonio Di Feo, senior engineer, Natural Resources Canada. More bubble surface area means increased probability of bubble-particle attachment.
Further, the makeup of the waters can affect the rate of and level of oxidation of the particles. The level of oxidation determines the extent to which those particles were hydrophobic and could be recovered.
The study ultimately empowered the miner with information that could help it determine how to use less environmental water going forward, Di Feo said. It also identified how using treated thickener overflow in flotation can yield less than ideal results or even cause problems. Such knowledge “will prevent financial losses and surprises in the concentrator.”
The study can and should be duplicated at other mines considering various options to reduce environmental water usage, he said.

The mill conveyor at Eagle. (Photo: Lundin)
Nickel-copper Grade vs. Nickel Recovery
The mine, like many others, wanted to cut environmental water usage. Like many others, it sends thickener tank overflow water to mix with process water to grinding.
To scale back its process water usage, the plant wanted to increase the portion of the thickener tank overflow water used, the study said. The concern was if “the recirculation of the thickener tank overflow water is increased,” then “the ionic species concentration will increase, which can affect flotation performance.” The historic literature shows that ionic species concentration affects flotation performance.
The concern was validated with previous lab tests. They showed “the nickel-copper grade versus nickel recovery curve decreased when this water was used,” the study said. They showed process water produced higher grades at the beginning of flotation.
The question was why? This has not been the case at some other mines seeking to make similar changes. Previously, literature showed that “the effect of recycled water will be different for every concentrator,” the study said. “When a copper-zinc ore from Kidd Creek was floated in recycled water, tap and distilled water, recycling water was not detrimental” and the water chemistry suppressed the recovery of gangue.
With that in mind, the mine launched the study to “determine the causes” of the lower grades and higher recoveries of gangue. It sought to investigate the “flotation kinetics.”
The circuit was floating nickel-bearing pentlandite and pyrrhotite, and copper-bearing chalcopyrite. The pyrrhotite had a significantly lower grade than the pentlandite.
The main circuit targets pentlandite and chalcopyrite. The scavengers at the end pick up the remaining pyrrhotite.
The study used a lab-scale RO system by Seprotech to simulate thickener tank overflow water recirculation. The system produced five different experimental RO waters. Each had an amount of ions and dissolved solids, meaning a level of concentrate, that was different from the other four.
“A Denver flotation machine and a 2-liter cell were used,” the study said.
Tests were conducted using the different experimental RO waters and the process water. The products were primary copper-nickel rougher concentrates, secondary rougher concentrates, pyrrhotite rougher concentrates and tailings.
“In the primary and secondary rougher concentrates, the objective was to float pentlandite and chalcopyrite, followed by pyrrhotite flotation in the scavengers,” the study said.
The pH for the primary and secondary roughers was 9.2. “Pyrrhotite was floated at pH 8.0,” the study said.
The reagents were potassium isobutyl xanthate from Prospec chemicals as a collector, and Polyfroth W31 as a frother from Quadra Chemicals. “The flotation tests were done in triplicate,” the study said.
Throughout, samples from the stream were taken and subject to analysis.
For time-of-flight secondary ion mass spectrometry analysis, “samples of the flotation streams were collected in situ during testing and frozen immediately using dry ice, then shipped to Surface Science Western for analysis,” the study said.
Scanning electron microscopy and energy-dispersive X-ray spectroscopy analysis investigated the potential presence of physical precipitates on the surface of the grains.
X-ray photoelectron spectroscopy analyses identified surface oxidation species on the grains.
To put the results in the language of statistics, a multivariate analysis of variance and a Kruskal-Wallis test, both using SAS software, were used.
The results were predictable, promising, and yet foreboding.
More Pyrrhotite Recovered
The study found that two of the five RO experimental waters resulted in relatively higher pentlandite recoveries compared to that of process water.
Pentlandite has a higher grade nickel than pyrrhotite, which is why the circuit was originally designed to target it early and scavenge for pyrrhotite on the back end.
Only the highest-concentrate RO water got relatively higher recoveries of pentlandite in the first and second primary rougher concentrates. More on this later.
Another expected finding was the total dissolved solids in the experimental RO waters led to more smaller bubbles for improved recovery of the pyrrhotite. “The pyrrhotite flotation performance was probably due in part to the higher bubble surface area flux caused by the higher total dissolved solids,” the study said.
“This was based on the literature,” Di Feo said. “We did not confirm this in our laboratory.”
The surface analyses findings were many, but perhaps most importantly they confirmed the link between water chemistry and oxidation rate and level. Thus, recovery “is facilitated by partial oxidation and development of hydrophobic polysulphides and elemental species on the surface of the grains,” the study said.
The pentlandite had “cleaner surfaces” in both the processed water and in the highest-concentrate RO experimental water. It was thus more hydrophobic, and so more of it was recovered.
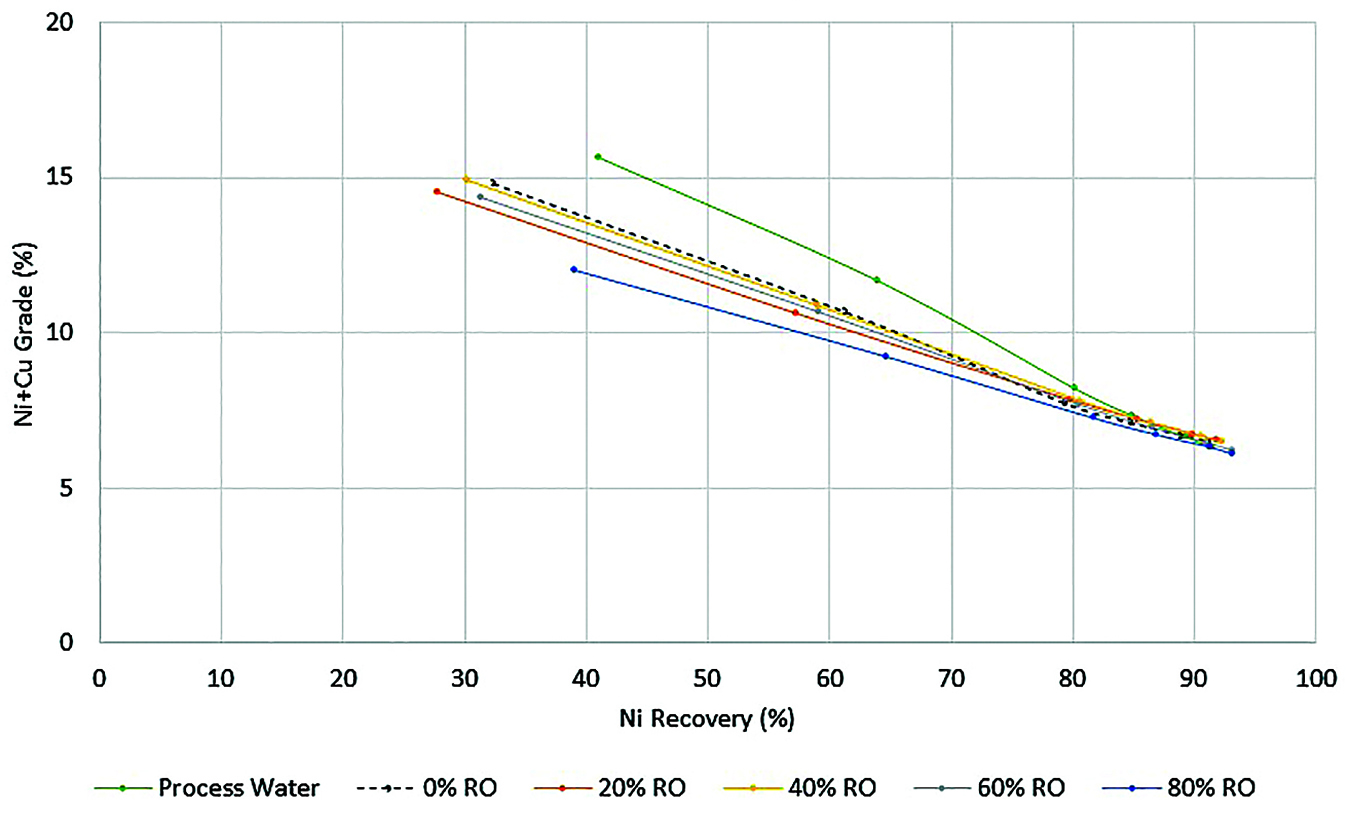
A study at a Sudbury nickel-copper operation compared using treated thickener overflow water to environmental water for flotation. It found that when the former was used, the nickel-copper grade versus nickel recovery curve decreased. (Image: Di Feo)
The cleaner surfaces were linked to higher zeta potential “due to the higher concentration of the solute,” the study said. That potential made “adsorption of ionic species and precipitates by pentlandite more difficult.” In other words, it kept the pentlandite hydrophobic so it floated.
In the other four experimental RO waters trialed, “calcium, sulph-oxy species and surface gangue layers increased the hydrophilicity of sulphide minerals,” making them more hydrophilic. This reduced recoveries of pentlandite.
The study also found that increased pyrrhotite recovery was “linked to inadvertent activation by nickel, copper and xanthate surface adsorption.” This was the case for all the experimental RO waters.
That activation was not linked to the ionic strength of the experimental RO waters, the study said.
Therefore, thickener overflow water, at all five levels of treatment, resulted in relatively higher recoveries of pyrrhotite throughout the circuit.
Non-sulphide gangue recovery was the same for all the waters tested. “The gangue was recovered due to entrainment and accidental activation by copper ions and xanthate species,” the study said. “The recovery of gangue did not change between all the water types.”
These findings were distilled into two key takeaways for the plant, which probably will save it some serious money.
First, treated thickener overflow water giving higher pyrrhotite recovery earlier in the circuit means relatively more pentlandite recovery later in the circuit, in the rougher-scavengers. Thus, more of the pentlandite and chalcopyrite may be lost in the pyrrhotite rejection circuit.
Second, the calcium in treated thickener overflow water can cause problems for the hardware. The study said calcium can clog pipes and lead to downtime, “resulting in significant financial impacts.” Such clouds the picture and means further studies will probably be required before a higher percentage of treated thickener overflow is used in flotation, at least at this specific plant.
The results could be different at other mines and with other ores, Di Feo said. “Water recirculation has to be done on a case-by-case basis,” he said. “For every concentrator the effects of water recirculation will be different.”

At Minas Rio, AI-leveraging Advanced Process Control streamlines crushing and separation. Above, an aerial view of operations at Conceição Do Mato Dentro. (Photo: Anglo American)
Using Virtual Operators
Anglo American reported it is on track to have its mill processes under some level of artificial-intelligence-managed control, or Advanced Process Control, by 2024. The miner has ramped up its adoption of APC, and in 2020 it contributed to “$170 million to underlying earnings,” said Rohan Davidson, group chief information officer, Anglo American.
That record will be doubled next year, he said at the company’s virtual technical and innovation update in May.
APC uses “virtual operators or algorithms in closed loop control that are responsible for optimizing a single process step,” such as, for example, mill rotation, “to achieve a target output,” he said. “APC automates the implementation of the operating model across our plant control systems, unlocking optimization that has previously been beyond our reach.”
AI can outperform the “best operators running these complex systems,” he said.
More than 100 virtual operators have been deployed over the course of three years at Los Bronces. Last year, they “contributed to more than $60 million to the underlying operational performance through improved recoveries, energy savings and throughput improvements,” Davidson said.
For example, APC models have helped “us with the grinding process where there is a 10 to 15 minute residency time for all of the raw inputs that go into our SAG mills,” he said. The APC control “is able to keep throughput at a much more constant range than we had under manual control.” Stability improved by 32%.
APC also helped the mine optimize energy efficiency. “For every ton we mill, we have managed to reduce the energy consumption by 17%,” Davidson said.
At Minas-Rio operation, APC streamlines crushing and separation. At one of Anglo American’s nickel operations, a yearlong APC-leveraging optimization project to stabilize the temperature and moisture of feed stock to a smelter “contributed directly to an 800,000-mt annual reduction in our CO2 footprint,” he said.
Another benefit realized is standardization across the enterprise. Previously, there was no standardization. “With APC, we have integrated the system across plants, which gives us a whole-of-business visibility performance monitoring, support and for our incident response,” Davidson said.
APC helps the miner optimize energy and water consumption. In 2020, the miner reduced energy consumption by 7% and saved $5 million, he said. “Most of this came from our Chilean copper operations where APC controls the grinding mills.”
Data from the controls can be used to develop digital twins and for process improvements.
The digital twins “are used for instance by a processing team to explore expansion options and improve flow sheets,” Davidson said. The digital twin is also used in training. “Having real plant data gives us a full virtual asset, including simulated instrument data, lets us run a training environment not unlike a flight simulator but for plant operators, letting them practice recovery of stable operations from scenarios they are never likely to experience in the real world.”
Widely adopting APC speaks to the miner’s mission to seek out, acquire and deploy proven high technologies, he said. It takes “the best technologies across all industries and adapt them to our operations.”

The GK-X is centrifugal gravity concentrator that can process 20 metric tons per hour of a slurry of 45% solids. (Photo: Appropriate Process Technologies)
Field Tests Prove Gold Concentrator for Smaller Operations in Arid Climates
Appropriate Process Technologies (APT) reported that field trials prove the GK-X concentrator for precious metals can recover 86% of the gold in the feed. “A production mine has returned similar figures of around 85%,” APT CEO Kevin Peacocke said.
The GK-X is a 20-metric-ton-per-hour centrifugal gravity concentrator that is fluidized, accepts a slurry of 45% solids, and gives 60 gravities of force. “The cycle duration is typically 1 hour, after which the GK-X is stopped and the concentrates are harvested,” Peacocke said. “This harvesting operation can also be automated. Each purge produces approximately 10 kg of concentrate.”
The concentrator uses a molded cone with a rounded base providing a curved surface to receive the incoming feed. “This results in the slurry being accelerated more smoothly and achieving the required G-force lower down in the cone, resulting in a better use of the available cone area for greater recovery,” Peacocke said. The smooth flow reduces wear.
Instead of a water jacket, the unit pipes water to fluidizing nozzles for a lighter rotating assembly that puts water where it is needed. “Each pipe serves four nozzles along the line and then terminates in a silt exit nozzle to keep the lines clean,” Peacocke said. “Water usage is the lowest of all fluidization rates of the comparable units on the market.”
The unit can be set up for fine gold recovery with low-water usage.
It can also take water that has not been fully treated. “The novel fluidization system used on the GK-X means it is less fussy about water quality, and cleaning out the cone to remove any silt is a simple backflushing operation of each of the eight water lines without the need to remove the cone from the machine,” Peacocke said. “The removable fluidization nozzles screw out to enable the removal of any larger blockages, and these can be replaced with a new set to retain the water jet diameter at negligible cost and in about 15 minutes.”
Cones are replaced as a complete rotating assembly.
Installation requires a feed mechanism to deliver the slurry, a means to pipe away tailings, a tote to contain concentrates, and a water tank and pump to supply water. “The automated units require a small air compressor,” Peacocke said. “APT manufactures a feed stand for the GK-X that incorporates all of these items.”
Developed after the release of the smaller Goldkacha unit, the GK-X was designed to meet demand for a medium-scale machine with higher tonnage. “We decided to fill this niche with a unit that was entirely different from anything else on the market, that addressed every shortcoming of all of the other concentrators on the market,” Peacocke said. “We also aimed for a unit that offered the highest possible recovery metallurgically, with the highest possible reliability.”


