






To deliver long-term protection from wear, abrasion, chemical attack and corrosion, epoxy-based wear-resistant coatings containing ceramic fillers can be applied to vulnerable metal surfaces to protect them and minimize planned and unplanned downtime
By Pintu Patel and J. Adam Lyman
In aggressive environments where excavation, milling, screening, crushing, flotation and other mining operations are done, preventive and scheduled equipment maintenance maximizes the life and structural integrity of large and small metal components such as mixing vessels, tanks, pumps, hoppers, impellers, skips, chutes, screens and grates. These heavy duty parts are often exposed to large stones, aggregates, particulates, sand and aggressive slurries that can damage and abrade even the hardest reinforced steel substrates.
 Brushable epoxy compounds, such as the kind shown here being applied, are just one of several different types of wear-resistant ceramic coatings that cover a wide range of possible applications.
Brushable epoxy compounds, such as the kind shown here being applied, are just one of several different types of wear-resistant ceramic coatings that cover a wide range of possible applications.Damage to metal components can be caused by mechanical attack, chemical attack, corrosion, or by a combination of these three forces. Mechanical attack involves dry particulates or slurries dropping onto and traveling through chutes, pipes, troughs and other components. Over time, even soft flowing materials can abrade and wear away hard alloys such as AR400 steel. As the surface metal weakens, thin layers are gradually stripped away from the parent substrate, reducing its thickness and structural integrity.
Chemical attack and corrosion physically change substrates through chemical reactions. For example, corrosion occurs when iron oxidizes, leaving a very weak and loose layer of oxide on metal surfaces. Corrosion can be concentrated locally, forming a pit or crack, or can extend across a wide area, uniformly corroding an entire surface. If left untreated, active corrosion below the surface of a high build coating can cause the substrate beneath to weaken, ultimately resulting in a critical failure.
In chemical attacks, damaging chemicals passing through metal equipment can react with and eat away at the surface of the metal, causing layer-by-layer damage. As damaged layers are continuously stripped from the parent substrate, the thickness and structural integrity of the metal part gradually decrease.
Examples of wear are easy to find throughout mining operations.
- Ore can severely abrade reclaimer buckets due to the continuous sliding
- caused by digging and recovery movements. Abrasion-related damage is typically repaired with welding, hard facing or installation of wear liners, repair methods that are time consuming and can compromise the structural integrity of the equipment.
- Underground skips, material handling equipment, dumpers and hoppers suffer extreme abrasion from rocks and ores transported from the mine out the shaft and to ground level.
- During crushing, output troughs and screens are prone to excessive wear.
- Pump casings and impellers wear as a result of abrasive slurries and solids, cavitation and chemical attack, which wear down internal sections of the equipment. Some of the common wear areas include the cutwater, wear ring seats, impeller vane tips and inside the volute. Sedimentation can erode rakes, sludge outlets, and recover flanges.
- As a result of flotation, damage occurs in tank linings, skimmers and pipe reinforcements.
- In the case of pipes and ducts, most wear occurs at elbow bends where fluid flow changes direction. Some facilities are forced to repair or replace duct elbows frequently, adding significantly to labor and material costs.
- During milling and screening, wear caused by mineral and steel ball impact occurs on inlet and outlet chutes.
Heavy scale deposits can also block screens and grates during the thickening process for waste materials.
Many facilities only conduct maintenance on equipment once damage becomes extremely apparent or a catastrophic failure occurs such as a hole in a sidewall or a part dropping off. When critical failure occurs, equipment must be shut down for unscheduled, costly, and time consuming repairs.
Reactive maintenance procedures force the mine to make quick fixes where parts are reinforced, patched, rebuilt or completely replaced in order to get back up and running as soon as possible. If repaired or replaced parts are put back into service without somehow protecting the parts against recurrent damage, the service life of that equipment will be less predictable and the chances of another unscheduled critical failure increase.
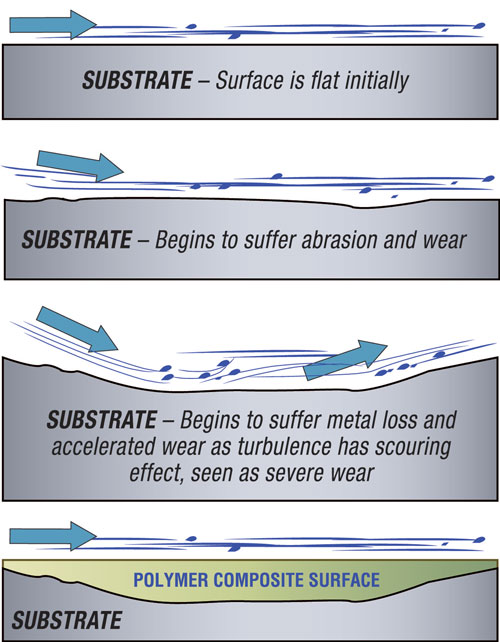 Figure 1—Illustration of surface attack.
Figure 1—Illustration of surface attack.How Does a Wear Resistant Coating Work?
To deliver long-term protection from wear, abrasion, chemical attack and corrosion, epoxy-based wear-resistant coatings containing ceramic fillers can be applied to vulnerable metal surfaces to protect them and minimize planned and unplanned downtime. These coatings act as a sacrificial and renewable working surface that preserves the structural integrity of the base substrate and prevents mechanical attack, chemical degradation, and corrosion caused by abrasive particles, slurries and chemicals. These engineered coatings can be applied to worn equipment for restoration or to new equipment before it is placed into service.
Ultra-smooth and high gloss, epoxy-based wear-resistant ceramic coatings, available from Henkel Corp. under the Loctite brand, increase equipment efficiency and life expectancy. Treated parts can be returned to service quickly, making these coatings a quick and cost-effective remedy for damage.
Wearing compounds are two-part epoxy systems containing ceramic beads or ceramic powder, and silicon carbide. The epoxy-base polymer that adheres the ceramic material to the substrate is formulated to be extremely robust, offering excellent performance under high compression and high impact loads. These coatings cure in temperatures between 55°F and 90°F with cure time dependent on mass and temperature. As a result of the exothermic heat generated by the epoxy reaction during cure, the larger the mass, the faster the cure. Higher substrate and air temperatures will also result in accelerated cure.
Because ceramic is inert, it does not react with most materials that come in contact with metal components. Ceramic coatings resist harsh chemicals and withstand temperatures to 550°F. The size of the ceramic material—powder or bead—used in the wear resistant coating directly corresponds to the size of the particulate that will ultimately damage metal components. For large particulates and stones, coatings with the largest available ceramic beads are most effective. For fine slurries or wastewater, fine powder ceramics are sufficient to inhibit damage.
Designed for a wide variety of operating environments, Loctite wear-resistant coatings fall into seven distinct categories: putties with beads, high temperature formulations, ultra-high temperature formulations, fast-set materials, brush-on formulations, sprayable formulations and impact resistant materials.
Putties are thick pastes best applied using a trowel or a gloved hand on surfaces within arm’s reach. These wearing compounds withstand abrasion from fine to coarse particles in locations such as elbows or cyclones where fluid changes direction and causes turbulence. They can also be used on inlet and outlet chutes or in bucket reclaimers or similar equipment exposed to extreme abrasion damage. Various sized bead fillers incorporated into different putty formulations give them distinct strength and hardness characteristics to resist wear based on the fluids or solids handled by the parts.
High temperature formulations resist up to 450°F. Ultra-high temperature wearing compounds resist temperatures to 550°F commonly found in ovens and hot water or hot fluid slurries. These wearing compounds are often used to protect the substrate from elevated temperature chemical attack.
Fast-set materials are used when equipment and parts need to return quickly to production. These compounds cure to functional strength in as little as three hours, often at lower temperatures than other ceramic coatings.
Brush-on coatings are self-leveling, low-viscosity materials that can be applied with brushes or rollers, or simply poured onto a substrate and allowed to coat the desired area. At just 1/8 to 1/4 in. (3–6 mm) thick, brushable coatings will reduce friction on equipment like fluid pumps that carry small particulate slurries with very fine particles such as sand, metal chips or shells. These coatings can easily be applied to areas that are out of arm’s reach, for example the inside of pipes.
Sprayable coatings are low viscosity materials similar to brush-on materials that achieve just 0.020-in. (0.5-mm) thickness. Using a spray gun equipped with an atomizing mix tip, these ultra-thin coatings can be applied overhead, used to cover large application areas or distributed onto hard-to reach, intricate and small-diameter components. Because these coatings are so thin and the ceramic powders used in them are so fine, they should not be exposed to high turbulence or impact. Fluids should contain no aggregates or slurries, although sand and fine particulates are acceptable. Excellent applications for sprayable ceramics coatings include augers, screens, grates, curved components, elbows and the insides of tanks and vessels.
Impact-resistant coatings are specially formulated to absorb shock and withstand damage from medium to large sized aggregate such as rocks, coal and other substances falling onto or striking a substrate. These materials are often found protecting chutes at the end of conveyor belts.
 Other types of ceramic anti-wear coatings can be brushed on or poured.
Other types of ceramic anti-wear coatings can be brushed on or poured.Surface Preparation and Application
Metal surfaces must be dry prior to rework and must be thoroughly cleaned before coatings are applied. Maintenance professionals should remove all corrosion, chemicals, contaminants, rust, paints and residues from the surface of the metal using abrasive blasting, grinding, grit blasting, or other mechanical cleaning techniques. Alcohol will degrease the surface in the final cleaning step before application of the new sacrificial coating.
To bond the wear-resistant coating to a badly degraded surface or to fill large voids, welded wire mesh can be tacked over the damaged area to act as a backbone, rebuilding structural integrity. (Figure 2) The coating is then applied over the mesh. To prevent adhesion when coating a large area, undesired surfaces can be masked off using lubricants or mold release agents. In these treated areas, any unwanted wear-resistant coating can be easily removed post-cure as it will not permanently adhere to the surface.
After cleaning, the metal surface is roughened to encourage adhesion of the coating. Abrasive blasting using an angular grit such as aluminum oxide or silicon carbide will provide sufficient roughness. High-velocity water blasting with an abrasive medium will achieve a similar result. The surface can also be roughened using a needle gun or a coarse grinding wheel with 60 grit or coarser. Using coarse sandpaper or a file is acceptable only if the first two methods cannot be employed.
After roughening, the surface is again thoroughly cleaned with a cleaner and degreaser, and repairs are made as-soon-as-possible to avoid rusting.
To provide a visual indicator of the amount of wear a coating has endured and when it may require reapplication, epoxy coatings are available in different colors. When the first coat begins to wear, the second color will show through, indicating that reapplication is needed in the near future.
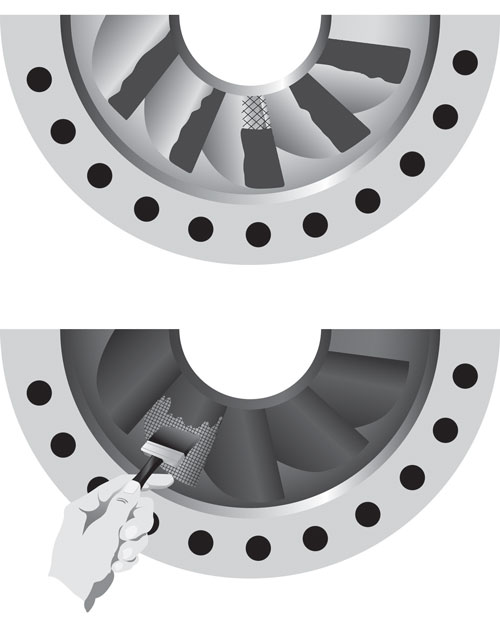 Figure 2—Using a mesh support layer to accomplish needed repairs.
Figure 2—Using a mesh support layer to accomplish needed repairs.Wear-resistant Ceramic Coating Applications Milling and Screening Equipment
Inlet and outlet chutes experience constant wear from falling rocks, ore and particulate. Damage from such extreme abrasion typically requires part replacement.
Heavy scale deposits block screens and grates during the thickening of mine waste materials. Time- and labor-intensive wire wheel grinding is the most conventional cleaning method available for bare equipment. But excessive downtime is required to remove scale deposits this way, slowing the waste removal process. Scale covered screens and grates are frequently replaced, adding to operations costs.
Ceramic coatings applied to chutes, screens and grates protect metals from impact damage and permit easy scale removal to minimize cleaning downtime. For chutes, durable ceramic bead-filled epoxy wearing compounds restore equipment and protect it from sliding abrasion and impact, extending the useful life and eliminating costly parts inventories. Trowelable formulas can be applied on overhead and vertical applications. These non-shrinking materials eliminate unevenness and resist future wear.
To control scale deposits, sprayable ceramic coatings can easily and evenly coat intricate grates and screens, providing a non-stick surface that is smooth, low friction and durable to eliminate scale buildup, associated complex cleaning processes or parts replacement. Light impact with a rubber mallet will quickly clean the screens and grates, greatly reducing cleaning processes, labor and downtime.
To apply ceramic coatings to chutes, screens and grates, parts must first be blasted with abrasives to remove visible rust and deposits and create a rugged, miniature mountain and valley finish. This surface roughness is known as surface profile, a condition that improves adhesion by increasing surface area and providing a keyed anchor pattern.
Surface profile will vary depending on the type of abrasive particles, equipment and technique employed. It is critical to achieve the correct profile depth specified for a particular coating. Inadequate quality control and lack of restriction of large abrasive particle sizes for thin coats can lead to peaks of the surface not being adequately covered.
After the surface is abraded and cleaned with a solvent such as industrial strength isopropyl alcohol, parts are ready to be treated.
Pump Casings and Impellers
As most pumps in a mine carry a significant capital value, operations people want to extend their useful lives and ensure efficient and reliable service. Fluids that collect in holding tanks contain some amount of sludge and chemical residue. When fluids are pumped out of the holding tanks, some of the sludge passing through the pump sticks to interior components including the casing, cutwater, wear ring seats, impeller vane tips and volute.
As sludge builds up over time, the gap between the pump’s outer wall and the impeller becomes smaller and smaller. This gap is designed to preserve the pump’s efficiency, which decreases as the gap gets smaller. Also the friction from the sludge-filled slurry wears down the pump’s interior over time, causing degradation of the casing and impeller. Without the use of maintenance techniques to clean away the sludge and control abrasion, the pump will eventually fail.
Applying Loctite brushable ceramic coatings to the pump’s wetted interior components will improve pump efficiency and protect parts from damage by 1) reducing friction and allowing slurries and sludge to slide through the casing and impeller without sticking; 2) adding a layer of armor that rejects abrasion and wear related to friction and flow; and 3) protecting cast iron parts from aggressive chemicals that can degrade the metal substrate. The coating’s epoxy base and ceramic beads are both inert and highly resistant to chemical attack.
By making wear predictable, ceramic coatings vastly improve the lifespan of pumps and reduce incidents of unplanned maintenance. These coatings allow large pumps to run at their expected wear-rate and ensure that repairs can be made during scheduled, routine downtime. The catastrophic and unplanned failure of uncoated, unprotected equipment often requires maintenance teams to obtain replacement parts that can be expensive and hard to procure, making downtime longer and much more costly.
Pintu Patel is mining market development manager and J. Adam Lyman is an application engineer for Henkel Corporation.


