






Mine operators share three goals: maximizing uptime, reducing maintenance expense and improving productivity. Many also share a common pain: the high cost of downtime and repairs due to bearing failures in conveyors.

The Timken Co. is deeply invested in gaining a better understanding of such issues in order to develop solutions that make sense for the industry. Timken said the good news is there are steps to take and upgrades to consider that can reduce the risk of unplanned replacements and lost production in your operation.
Conveyors operating in mines are constantly exposed to large amounts of dust, water and grime, which can work their way into the bearing opening, causing raceway and roller damage. Premature bearing failure is a particular concern for mine owners, given the considerable cost of downtime. Taking a single conveyor offline can often mean losses of $10,000* or more an hour.
*Based on coal mine case study.
Timken collaborates with original equipment manufacturers (OEMs) and works hand-in-hand with mine personnel to recommend specific steps to improve equipment performance within harsh environments. This experience has taught them that the open or unsealed bearings typically found on large conveyors can fail after just six to 12 months of service—although most customers expect between two and four years of reliable operation before needing to replace conveyor bearings, particularly those in head pulley, tail, drive, take up and snub/bend head and pulley positions.
Many Timken technologies are ideas inspired by on-site visits, where a one-time solution becomes the answer to a universal problem. With debris and contamination being constant issues in mining, the company looked to improve the durability of bearings in conveyors to improve productivity.
A Solid Solution
Given that standard bearings are not always durable in difficult mine conditions, Timken has continued to make modifications to its own tapered, spherical and ball bearing designs to enhance useful life by minimizing raceway and roller damage. Often these improvements are in the form of engineered surfaces, heat-treating processes and special surface finishes. Combined with a strong housing and robust seal design, the reliability of such bearings in conveyors can be made significantly better.
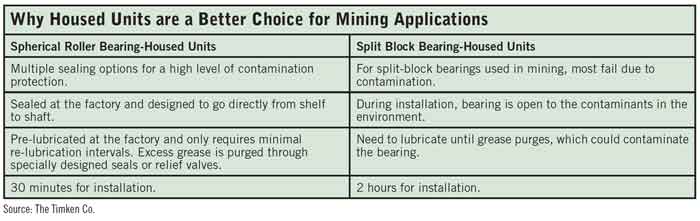
For instance, to help mine operators overcome challenging circumstances, the company explored the idea of a solid-block housed unit that would offer greater protection from contaminants, particularly when used with primary and secondary seals. While standard split-block housed units offer some maintenance advantages, sealing performance can still be an issue in many mining applications.
Timken’s solution was a cast-steel housing with a high-performance spherical roller bearing inside, with multiple sealing mechanisms to add layers of protection from harsh conditions. These labyrinth and triple-lip seal options, being made from polytetrafluoroethylene (Teflon), nitrile or urethane, are impervious to most chemicals and can operate at higher temperatures than standard seals.
In this design, a secondary seal also protects the primary seal, and the space between functions as a fillable grease cavity for adding more protection. The use of a spherical roller bearing, meanwhile, allows the solid-block unit to run efficiently on misaligned shafts up to ±1.5° without a reduction in life expectancy. As with most mining applications, the need to manage heavy and unpredictable loads is a critical consideration for conveyors.
After years of reliable service at sites around the world, Timken’s solid-block spherical, roller bearing-housed units have been demonstrated to provide value in mines above and below ground, including longer life than standard split-block and unsealed bearing designs.
Use the Right Stuff
Mine maintenance departments should never overlook the importance of following best lubrication practices when it comes to conveyors and other heavy equipment. To begin, only choose from a portfolio of greases that are specially formulated for bearings. Behind each type are tribological engineers who develop specific recipes that resist extreme pressures, combat corrosion and maintain mechanical stability better in particular applications.
Secondly, follow a rigorous re-lubrication regimen. The leading cause of bearing failure isn’t poor lubrication, but poor lubrication practices. Simply sticking to the proper schedule and following the bearing manufacturer’s instructions exactly can be the best defense against premature bearing failure.
Lastly, do not over-lubricate bearings. The natural inclination for busy or uninformed workers is to pack in more, not less, grease. In this case the adage “more is better” is decidedly untrue. More grease in bearings operating in strenuous applications can lead to higher operating temperatures and collapsed seals.
There are many all-purpose greases for reliable lubrication of conveyor bearings. Consult a local expert about the best choice for site conditions. Above all, remember to re-lubricate bearings on schedule and to the right specification.
Explore Options
Failed bearings can only mean two things to mine operators: downtime and disruption. In conveyors, standard bearings may not be providing the sealing protection and long life anticipated. A solid-block housed unit can offer much longer service in some applications. And in other circumstances, improved maintenance practices can make the biggest difference.
Take time to talk to a bearing distributor about better options for keeping conveyors up and running. The added challenges and complexities of the mining industry demand smarter solutions tailored to individual sites, and an expert professional can help you make the most informed choice.
Information for this article was provided on behalf of The Timken Co.

Solid-block housed unit fitted with a high-performance spherical roller bearing and multiple sealing options.
Equipment Downtime Reduced at Underground Mine
At an underground mine operated by New Clydesdale Colliery in Mpumalanga, South Africa, bearings in the tail pulley of the conveyor system were failing after just several weeks due to poor sealing performance and fractured housings. A stronger solid-block spherical, roller bearing-housed unit was suggested, and the mine saw immediate improvements. Each unit takes only 30 minutes to install (compared to 90 minutes for previous split-block units) and no signs of failure were observed after 10 months of reliable operation.
The difference was Timken spherical roller bearing solid-block housed units made with durable cast steel housings, and high-performance spherical roller bearings (SRBs) with multiple sealing options. After initially installing two units at the tail pulley positions, the mine decided to go ahead and install the solid-block housings at several more locations in its conveyor system.
“We were getting eight weeks of maximum bearing life with our previous solution. From fractured housings to seal failure and higher-than-normal maintenance cycles, the issues ran the gamut,” said Frans Botha, mechanical foreman at New Clydesdale.
“Timken presented the SRB solid-block housed unit as a potential solution and we gave it a try. We saw benefits right from the start. It took us approximately 30 minutes to install each unit, compared to an hour and a half normally required to reinstall the previous split-block units. Now, a year later, the original units are still running and our maintenance cycles have been reduced significantly.”
The mine employs almost 400 people and produces thermal coal primarily for sale to the export market.


