







H-Series pumps are available in multiple types of wear materials, such as Hi-Chrome, CD4MCu, Hastelloy C, and Hi-Wear 720BNH Chrome. (Photo: Schurco Slurry)
The most advanced slurry pumping solutions on the market offer better performance, longer life, more productivity and lower costs compared to previous solutions
By Jesse Morton, Technical Writer
What ultimately separates pump OEMs is the effectiveness of the technologies each develops to solve the problems created as their pumps wear out. As a result, those technologies ultimately guarantee improved overall pump longevity over predecessor pumps and, the OEMs say, pumps made by the competition. Those technologies usually also offer a slew of other benefits that are increasingly measurable via digital machine health monitoring solutions and advanced system-analysis software. Recent headlines from the space give examples of the benefits offered by the most advanced slurry pumping solutions in the world.
Handle Severe Abrasive Wear
Schurco Slurry reported its versatile H-Series severe-duty, high-head slurry pumps are manufactured with robust wet end parts to handle severe abrasive wear.
“The pumps can be manufactured to operate in diverse conditions that will allow the mine to maximize pump life cycle and reliability,” said Oliver Nobels, application engineer, Schurco Slurry. “H-Series slurry pumps are the perfect fit for applications designed for abrasive high-pressure environments such as multiple pumps in series, thickener underflow, mine dewatering and filter press.”
Extensive exterior ribbing allows for higher heads to be reached with a single pump, and bulked up wet-end parts handle the toughest applications in the field today, the company said.
The pumps can be built with discharge diameters of 25 mm up to 100 mm, and can handle heads through 100 m. With a casing pressure tolerance of 5,170 kPa, they offer flow rates through 700 m3/h.
“Pump out vanes on rear and front on closed impellers reduce recirculation within the pump, and aid in preventing seal contamination,” the company said. Optional castings of straight or semi-Francis vanes offer wider hydraulic options in single sizes.
“All H-Series pumps feature impellers with large diameters that allow the pumps to achieve higher pressures at lower pump speed, thus increasing operational wear life,” Nobels said.
The pumps feature a heavy-duty chrome liner. “The Schurco H-Series pumps are available in numerous types of wear materials such as Hi-Chrome, CD4MCu, Hastelloy C and our proprietary Hi-Wear 720BNH Chrome, to maximize operational wear life in both erosive and corrosive environments,” Nobels said.
To simplify maintenance, “cartridge-style bearing housing allows for removal from pump and assembly in a controlled environment,” the supplier said. “Oversized shaft diameters and reduced overhang in the wet-end contribute to long life and reliability in the field.”
The list of benefits is topped by ease of maintenance and first-rate support and service.
“Mechanical seals can be used to eliminate a standard stuffing box that requires high-pressure seal water to seal the pump,” Nobels said. “These units are easy to maintain and repair,” he said. “Our equipment support is second to none.”
The supplier provides “the fastest application engineering and SKID design for mine dewatering and multiple series pumping projects,” said Nick Schur, president, Schurco Slurry. “We offer quick turnaround on design phase, modification and, most importantly, delivery,” he said. “Our Engineers can also design numerous custom material and sealing solutions with requirements from the customer that will extend reliability.”
A gold miner was able to reap those benefits after it contacted Schurco Slurry for an underground mine dewatering system that was causing delays in production.
“The existing system was unreliable and expensive to maintain due to constant maintenance downtime issues,” Nobels said. “Schurco was contacted by plant engineers to help provide a solution.”
After an assessment and consult, “Schurco proposed a solution using two of our H-Series pumps with single mechanical seals mounted on a unitized two-pump SKID,” he said.
“This solution extended reliability, and allowed ease of installation when maintenance was required,” Nobels said. “Once installed, maintenance on the dewatering pumps was decreased to every three months as opposed to weekly, saving thousands of dollars and stabilizing production.”
Among other things, the case shows that the company’s “goal is not just to be an equipment supplier, but a partner to our customers,” Schur said.
“We want to help them develop and implement solutions that will help lower their production costs,” he said. “This will help ensure not only their success as a company and employer but also our success.”
 Cut Water Usage, Costs
Cut Water Usage, Costs
Weir Minerals reported the Warman Hi-Seal pump shaft seal helps miners reduce their water consumption and is ideal for locations with limited water or with tight regulations on water usage.
“Water remains a significant operational cost on many sites and, with the industry-wide focus on mining more efficiently, reducing water consumption is becoming increasingly important for operators, particularly those located in arid areas,” said Quinton Sutherland, divisional senior product manager for Weir.
“Despite this, the benefits associated with eliminating the need for gland water for pumps are often overlooked,” he said. “With many pumps consuming tens of thousands of liters of water per day, centrifugal seals, also known as expeller seals, significantly reduce operating costs, free up clean water for other critical uses, and enhance the project’s social license to operate.”

Above, an expanded view of the Warman Hi-Seal expeller. The pressure balance created by the impeller and expeller ring ensures dry gland sealing. Inset: The Warman AH pump with Hi-Seal expeller helps miners reduce their water consumption. (Images: Weir Minerals)
With a second, smaller impeller inside a separate chamber behind the main impeller, centrifugal seals operate when the pump shaft is rotating by creating pressure to balance the internal pump pressure. To prevent leakage when the pump is stationary, a lubricated packed gland or lip seal is also used. “This sealing arrangement ensures there is no dilution of the slurry,” Sutherland said.
“The Warman Hi-Seal pump shaft seal features specialized geometry, resulting in a larger developed pressure when in operation,” he said. “This higher developed pressure optimizes the sealing effectiveness and enables the pump to seal against higher inlet pressures.”
The use of centrifugal seals requires less infrastructure, and represents a lower initial capital investment.
“Centrifugal seals provide operators with greater flexibility,” Sutherland said. “Since there is no need for a pump to pump gland water, there is no risk of running the gland dry.”
A Turkish gold mine with limited water availability adopted Warman Hi-Seal pumps to help increase throughput. “The four incumbent pumps in the cyclone feed application were replaced with Warman AH 8/6 pumps with Hi-Seal expeller arrangements and lip seals,” Sutherland said.
“This solution allowed the miner to handle the increased throughput, and freed up 70 million liters of water to be used in other parts of the mill circuit,” he said. “The Warman AH 8/6 pumps also decreased the downtime by 77%.”
Warman Hi-Seal pump shaft seals are designed for almost all mine site pumping applications, with a few exceptions. “Because centrifugal seals rely on shaft speed and only work when they’re generating a higher pressure than the impeller, they’re not suitable for applications with varying speeds of operation, total head, and suction pressure,” Sutherland said.
“Filter press pumps, dewatering pumps managing variable sumps, and pumps that are frequently switched on and off are all unsuited to this dynamic sealing method,” he said. “Nonetheless, in the vast majority of mining applications, the Warman Hi-Seal pump shaft seal makes economic, operational, social and environmental sense.”

FLSmidth patented a new impeller, called the super tanker impeller, for its proven flagship offering, the Ultimate Mill Discharge (UMD) pump, above. (Photo: FLSmidth)
Sustainably Move More Ore
FLSmidth reported it is gaining market share by offering customers several advanced slurry pumping solutions that help them move more ore sustainably at less cost.
“We are upgrading the product lines left and right, adding new ways to seal, new ways to move materials, new designs and geometric shapes, to last longer,” said Kenny Don, global product manager for FLSmidth. “We also partner with our customers, work with them, and talk them through all the different challenges that they may have,” he said. “That is why they buy from us.”
The list of offerings is lengthy and includes both new and proven solutions designed to improve pump efficiency and availability.
Most recently Don participated in the development of a new, as-yet-unnamed, pump suction pipe end. The end flares and looks like the bell, or the business end, of a trumpet.
The design came after a study looked at the various popular suction pipe end designs and their functionality or lack thereof. Those with sharp-edges tended to wear out quicker and create plaque in the pipe that impedes flow. “That costs you a couple feet of friction loss, a couple of psi of pressure loss, which your pump now has to overcome,” Don said.
Sharp-edged suction pipe end designs also contributed to the chaos created by the suction. “When you have chaos in slurry, and it doesn’t matter if it is a pump or a cyclone or a piece of pipe, you are going to get premature wear,” he said.
“If you put a flare at the end of your suction pipe, that goes away. It is gone,” Don said. “The pipe end allows the slurry to go nicely into the pump, and you don’t have any loss, which lowers the amount of work that the pump has to do, resulting in less power consumption.”
As a result, the impeller runs at a lower velocity. “Everything lasts longer,” he said. Including the pipe. “Your suction pipe is going to last 2 years or more, instead of 6 months.”
The end can be made of polyurethane or other materials. “We have retrofit kits now available,” Don said. “We can look at your suction pipe and put this inlet on it, and it will increase the life of your pump, automatically, without changing anything else.”
In February, FLSmidth published a short video illustrating its pump digitization offering. With the offering, a customer can use the SiteConnect app on a handheld device to remotely monitor and analyze data on pump performance.
“We have a team that is specifically dedicated to this,” Don said. “They constantly monitor the customers’ pumps and their processes and then report on it.”
The app also allows customers to set alerts. “You can set alerts for maximums for bearing temperature, for pump RPM, or for pressure,” he said. “There are so many different alerts that we can set.”
FLSmidth also relatively recently patented a new impeller for its proven flagship offering, the Ultimate Mill Discharge (UMD) pump. Experts at the supplier refer to it as the supertanker impeller.
“To minimize turbulence and wear, we’ve changed the profile of the pumping vanes to kind of look like the bottom of a supertanker that is going through the ocean,” Don said. “And we’ve created variants in that particular casing.”
The casing allows the customer to run a big UMD pump, “designed for the worst applications in the world,” when the customer technically doesn’t need that much pump, he said.
“Oversized pumps are one of the worst problems that we face,” Don said. “The reason that they exist is that everybody wants to eventually get to a certain tonnage, a certain throughput, but for the first couple of years, at a minimum, they are going to run at a much, much lower throughput.”
Running too low of a flow-through too big of a pump “will get significantly less life than it will if you are running where it is designed to be,” he said.
The wide-flow casing range prevents the customer from having to drop down a pump size during that early period.
“They can just put this new casing in that allows for the pump to not wear out as fast in the low-flow scenarios, rather than having to change their drive and change everything to go to the next size down,” Don said. “With the new UMD upgrades plus the condition monitoring, our experts have the data on their phones and they can deal with it with the customer, they can talk the customer through it.”
Further, UMD pumps and other Krebs millMAX slurry pumps feature the long-proven millMAX wear ring technology. The solution allows for easy adjustment of the wear ring to change the clearance space near the impeller, reducing suction-side recirculation and maintaining hydraulic performance.
Without millMAX Wear ring technology, over time the impeller clearance space will grow, ultimately creating a “suction-side recirculation loop,” Don said. “All the energy spent shucking the slurry to the outside of the pump is being wasted due to suction-side recirculation.”
And as the gap expands, rock can get caught between the wear ring and the liner. That rock is then, over time, compacted and ground. “Those rocks get caught between that rotating impeller and the liner, and that crushes those rocks,” Don said. “It adds the cost of grinding, power loss and then wear on the components.”
The suction-side recirculation loop and the effect of grinding impede pump performance. The pump then has to be run faster to get the needed performance.
With millMAX wear ring technology, when needed, the ring is adjusted forward, “closing back that gap, and it gets you the as-new conditions without speeding up the pump,” Don said.
“Because our technology allows us to seal at one point, we actually build in a big gap between the rest of the impeller and the suction liner,” he said. “There is no crushing and grinding of rock, because we are sealing at one point versus the full face.”
The result is “lower power consumption versus a full-face-sealing pump because we are stopping recirculation, and we are stopping the crushing and grinding of rock,” Don said.
The millMAX wear ring was invented by John Frater, currently the technical director of the FLSmidth slurry pumps business.
Such solutions that drive sustainable productivity increases have helped FLSmidth rise to the top of the market, Don said. “Our offerings and support make all the difference, and give the customer the opportunity to produce that much more product at less cost.”
Maximize Production
GIW Industries said the new MDX-850 can handle the heaviest slurry while maximizing production. Released in April, the pump “is the solution for operators who need to reach higher production levels while maintaining a lower total cost of ownership,” said Amy Lewis, product manager, GIW.
“The MDX reduces maintenance costs when enabled with Remotely Adjusted Mechanical Suction Liner (RAMSL) Technology,” she said. “SLYsight sensors, GIW’s latest wear-monitoring technology, can be added to allow the operators to know exactly when which parts should be changed out.”
The GIW Mill Duty Extra Heavy (MDX) line is purpose-engineered for hard rock mining applications. The all-metal pump design “has become the gold standard for comminution applications within hard rock mining,” Lewis said.
Metal design is more forgiving than rubber-lined pumps in operations where ball chips have escaped from the mills, the company reported. “The risk is that a ball chip, caught between the impeller and shell, can tear a rubber lining and cause the pump to fail, leading to unplanned downtime and high costs,” Lewis said.
Thus, MDX pumps offer a more predictable wear life and a lower risk of catastrophic failure, she said.
The pumps are designed for Class 4 slurry applications, and can be used in a variety of applications, foremost of which is hard rock comminution.
The MDX-850 can be used in SAG and ball mill circuits. “It can help operators by reducing their consumption of lining plates and grinding media,” Lewis said.
The pump can integrate into a ball-rod mill. “Rod mills are best in wet applications, where the slurry has up to 50% solids by mass; however, these can be used in dry applications as well,” Lewis said. “The MDX pump’s hard metal construction resists damage in the event of rod tangling.”
It can be used in a cyclone system. “There are a variety of design principles that go into cyclones to achieve various cuts of the media,” Lewis said. “Pressure drop across the cyclone is defined by a variety of parameters both intrinsic to the cyclone and the pump feeding it,” she said. “The MDX pump is designed to achieve the total head to the cyclone, plus the calculated or predicted pressure drop across the cyclone.”
With an 850-mm discharge and 2,600-mm impeller, the MDX-850 is the biggest in the line and represents a major step up in size over the predecessor model, which has a 750-mm discharge and a 2,350-mm impeller. A thicker cross-section gives the MDX-850 a long and reliable pump service life, GIW reported.
“A deep base circle minimizes aggressive particle impingement, which provides a sliding wear action and lowers abrasive wear,” Lewis said. “Oversized shrouds enhance vane performance and add clearing action, minimizing recirculation and wear between the impeller and suction liner.”
The inlet five-vane impeller is designed to handle liquid and solid phases in the slurry, helping the unit maximize performance and wear life. “The larger impeller diameter lowers the pump’s operation and specific speed, which leads to longer part wear life,” she said. “Thickened impeller vanes, cast in proprietary Gasite 28G and Endurasite, improve wear life, so the life cycles of wet-end parts match scheduled downtime.”
Indeed, the pump is made of superior material technology, compared to predecessor models. “The proprietary white-iron alloy is proven in the field to increase the life of wear parts,” Lewis said.
The slurry diverter increases the suction liner life by reducing particle recirculation between the impeller and liner. The adjustable suction liner helps operators match their operating cycle times with scheduled outages, maximizing their productivity and lowering costs.
Further, RAMSL improves maintenance procedures on the MDX by allowing for remote adjustments to the internal clearance between the impeller nose and the suction liner. According to a case study, maintenance time plummets from a few hours to a few minutes with the RAMSL technology.
Topping the list of benefits offered, the MDX-850 has the “highest Best Efficiency Point Flow of any pump currently on the market for similar applications,” Lewis said.

With an 850-mm discharge and 2,600-mm impeller, the MDX-850 has a thick cross section that gives it a long and reliable pump service life. (Photo: GIW Industries)
Other benefits include ease of maintenance and IoT compatibility.
“As with all of our large-scale pumps, our engineers put special care into the pumps maintainability and materials,” Lewis said.
“The pump comes with custom-designed lifting devices to facilitate safe component removal and installation,” she said. “The easy-to-use adjustable suction liner can be moved without shutting down the pump, helping in maintaining the gap between the impeller and suction liner.”
The MDX is compatible with GIW’s latest IoT Solution, SLYsight, released in 2022.
“While other analytics systems estimate wear, GIW SLYsight utilizes custom, strategically placed sensors to measure the actual wear rate of a pump’s parts, as well as the nose gap, while the pump is running,” Lewis said. This data is provided in regular reports and available on a convenient dashboard to let customers know exactly which parts need attention and when they require replacement, GIW reported.
GIW expanded in April 2022 to facilitate completing orders of larger spare parts. “Customers can be confident we will have spares in stock when they need them,” she said.
The advent of the MDX-850 caps more than a decade of intense research and development. The MDX line launched in 2010. Bigger models were added over time. RAMSL launched in 2018.
“Understanding the nature of slurries and how they behave when being pumped has been fundamental to the development of the MDX,” Lewis said. “GIW has been obtaining slurry samples from customers over many years for testing hydraulics and materials,” she said. “GIW’s massive investment in research, development, and manufacturing has advanced the design of all of GIW pump products, materials, and wear-resistant components.”
That investment shows GIW wants “to make a difference in our customers’ pumping capabilities and solidify our relationship with them as a long-term pump provider and service partner,” said Jonathan Samuel, CEO, GIW Industries.
“We understand market needs and we partner with our customers to help them succeed,” he said. “Our customers and industry peers trust us to solve their real-world pumping problems, and we take that responsibility seriously.”
Move More at Lower Costs
Putzmeister reported it sold an HSP 25.200 HP piston pump to a Hindustan Zinc Ltd. mine to move cement tailings for paste backfill and other applications.
This pump is the “biggest pump you can get anywhere of that size class,” said Peter Peschken, key application manager for Putzmeister. “This is for the big mines that need the big machines.”
The 23-mt pump has relatively low maintenance needs and runs at low costs. “Customers all over the world will appreciate its efficient working principle, which is designed for 24-hour operation,” he said.
“The pump is driven by a hydraulic power pack with 1,000-kW performance,” Peschken said. “For the technical minded, the HSP 25.200 HP has a delivery cylinder length of 2.5 m with a delivery cylinder diameter of 560 mm, and can deliver 282 m3/hr at 110 bar!”
That means it would project pure water more than 1,000 m straight up. “Let’s say a centrifugal pump normally gives you 8 bar of discharge pressure, so it is the pressure of 12 centrifugal pumps,” he said. “And 280 m3/hr of cement and material transported to the underground is a big amount.”
The pump is designed to convey concentrated pastes with a solid content of 70% to 80% by weight. “In the mining business it is good for paste pumping,” Peschken said. “But of course it can also pump tailings aboveground.”
The unit is comparable in size to Putzmeister’s big KOS two-piston pump, which was designed to handle coarse particles up to 50 mm in diameter. “But there the operation is not so smooth,” he said. “With the new pump, the maximum grain size is 3 or 4 mm,” and the operation is much smoother.
The HSP 25.200 HP is a two-cylinder pump, and is driven by the popular Putzmeister Constant Flow (PCF) dampening system.
“With the HSP and a Power Pack for the PCF control, you have constant pushing of the material into the pipeline,” Peschken said.
“The PCF control guarantees a smooth operation of the pump output,” he said. With PCF, there is no pressure peak in the pipeline, which increases the lifetime of the pipeline on one end. “This also leads to lower installation costs of the paste pipeline and increased lifetime of the high-pressure delivery pipeline and fastenings.”
Fastenings and other components “will not be subject to so much force,” he said. “An extra benefit is the reduced noise emission along the pipeline.”
A HSP 25.200 HP pump was “delivered three years ago to Russia for an iron ore mine,” Peschken said. “There they transported the iron ore over a distance of roughly 10 km to the preparation plant.”
Routine maintenance on the HSP 25.200 HP involves replacement of the main wear parts, which are the pump valves and the piston sleeves.
The company anticipates having information on the pump available for those interested at bauma.

Hindustan Zinc Ltd. adopted an HSP 25.200 HP piston pump, above, which can deliver 282 m3/hr at 110 bar, to move cement tailings for paste backfill. (Photo: Putzmeister)
Model and Optimize Pump Systems
Applied Flow Technology (AFT) released its Impulse 9, with improved ability to animate design alternatives, improved modeling tools, a streamlined setup, and new library manager. AFT’s Impulse 9 can be upgraded with the Settling Slurry (SSL) module that allows users to simulate settling slurries.
“Impulse 9 is a powerful dynamic simulation and analysis software used to calculate pressure surge transients in liquid piping systems caused by waterhammer,” AFT said. Among other things, it allows the user to “easily model a wide range of system components and surge devices,” the company said. It helps the user to “understand the transient response of your system, knowing how valves, pumps and other components will dynamically interact with each other.”
The new version offers new tools for waterhammer and surge analysis that can help engineers “mitigate failures and avoid downtime by providing the reliable information necessary to prevent incidents before they happen,” the supplier reported. “While new features and capabilities strengthen this analysis software with each new version, AFT Impulse has been a premier and reliable transient analysis tool since its release in 1997.”
With the new version, the company is offering waterhammer educational events for engineers and others.
Mine engineers can upgrade AFT Impulse with the SSL module to account for hydraulic considerations in systems transporting solids that can settle, an engineer at AFT said.
Developed for use in the hard rock mining space, the SSL module is “an add-on to our incompressible steady state and transient analysis tools AFT Fathom and AFT Impulse,” said Nick Vastine, business applications engineer.
Users can specify solid particles, distribution and concentration. “Users can enter the properties of the solid particles,” AFT said. “The SSL module takes the properties of the solid particles and carrier fluid and calculates the hydraulics of the piping and pumps using widely accepted correlations,” it said. “Correlations are then used to predict the flow, pressure drop and reduced pump performance when pumping solids.”
Modeling the “flow of these slurry mixtures must consider different flow regimes, variations in solids composition, and the effective derating of pump performance among other things,” Vastine said.
The software can generate reports “and additional graphing parameters to assist the user with understanding the hydraulic behavior of the slurry,” AFT said.
The module is based on the Wilson/GIW methodology trusted by industry since 1979,” Vastine said.
“Equipment manufacturers in the mining and dredging industry often provide tools to account for slurry effects during sizing,” he said.
“Our toolset provides additional flexibility to not only size equipment but consider the interaction of those component pieces to design a more comprehensive system,” Vastine said. “The ability to manage and compare these alternatives from a single file ensure engineers settle on a robust solution that operates reliably, efficiently, and safely.”
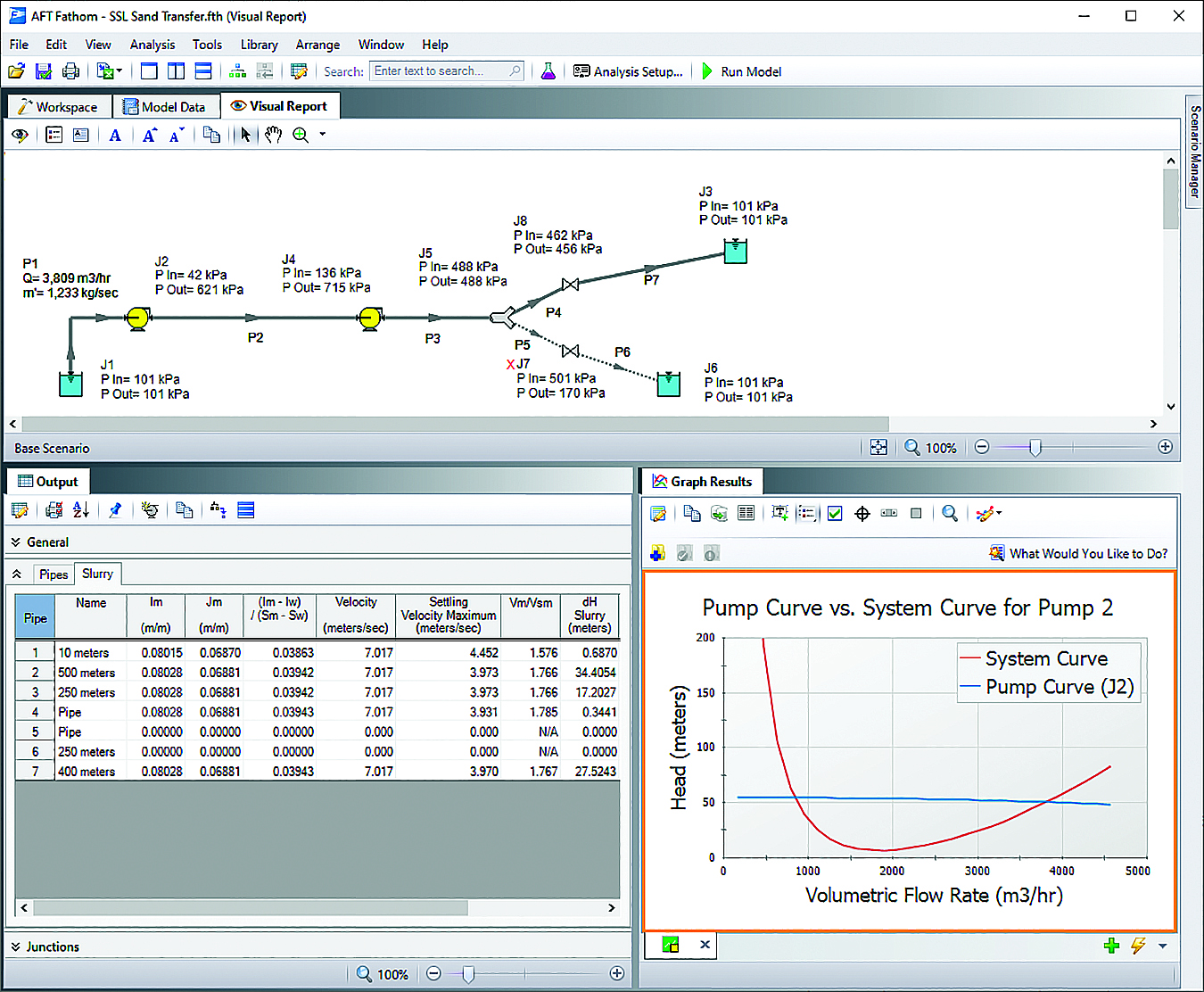
Designed for use by engineers, the SSL module, within AFT Impulse 9 simulation-and-analysis software, takes the properties of solid particles and the carrier fluid and calculates the hydraulics of piping and pumps. (Image: Applied Flow Technology)
Several features offer heightened accuracy.
“The SSL module can account for the additional hydraulic losses from heterogenous and sliding bed flow regimes,”
Vastine said.
“It can similarly determine the settling velocity of particles and indicate when flow is too slow to prevent those particles from settling out,” he said. “Pumps can also be derated according to ANSI/HI Standard 12.1-12.6-2016 to account for reduced performance with slurries.”
With the module, engineers can “evaluate a large range of operating conditions and combinations to confirm their solids will not settle during operation,” Vastine said. “This ensures equipment like pumps are sized properly and slight variations in system supply or demand will not upset production.”
The application does the “intensive math and file management so engineers can instead focus on analysis and problem-solving,” he said.
Impulse 9 and the SSL Module advance the company’s mission “to empower engineers to intelligently design fluid transfer systems with innovative tools, education, and service,” he said. “Our tools, like the SSL module, ensure engineers can design their system to be safe, reliable, and efficient.”


