







Heap leach products designed to cut costs, improve performance
By Russell A. Carter, Managing Editor
Heap leaching entered the mainstream of mineral extraction methods in the 1980s as a means of economical production, mostly from lower-grade or smaller-sized copper and gold operations. Today, with metal producers facing lower prices and tight capital markets, heap leaching remains as viable as ever as a primary process candidate—or a reasonable fall-back alternative—when measured against higher-cost extraction technologies that have drifted out of financial reach.
Studies have shown that medium-sized, multi-lift heap leach operations often have capital and operational costs that are much less than half the costs of conventional milling. The lower project costs allow companies to start up in a phased sequence, processing oxide ores by heap leaching and later adding or moving to sulphide ore processing via conventional milling. Recent research studies also point to new heap-leach processes that, if proven at commercial scale, may be more environmentally safe and economical.
For example, Science Network Western Australia reported last year that Curtin University scientists developed a gold and copper extraction process using an amino acid–hydrogen peroxide system, which could provide an environmentally friendly and cheaper alternative to conventional methods.
Professor Jacques Eksteen said the process could make more low-grade copper-gold leases commercially viable. Using the amino acid glycine to extract gold, he explained, has advantages over traditional cyanide and sulphuric acid treatments.
“It’s a bulk chemical, it’s affordable and it’s benign. It forms a stable soluble complex with gold, which is soluble in water.”
Eksteen said technical-grade glycine is cheaper than cyanide and available in roughly the same quantities. It can also be used in a similar manner to existing gold refining processes such as carbon-in-leach and carbon-in-pulp.
“In normal gold leaching you would leach with cyanide and then absorb the gold cyanide on to a carbonate leach carbon-in-pulp. You do something similar with glycine—it forms a gold-glycinate complex and then absorbs onto carbon.”
He said it also eliminates toxic waste-disposal problems. “It offers that opportunity to recover and the net cost is fairly low because you can actually reuse it to re-leach if you recover it.”
Getting it Right
No matter what chemicals or processes are used, a well-designed heap leach operation requires a plethora of pre-construction surveys, decisions and layout iterations focused on enabling the pad, or pads, to reach an optimum level of performance. Although the materials involved in construction and operation of a basic pad aren’t particularly complicated or complex—mainly comprising a compacted foundation, one or more liners, and fluid distribution/collection system—it’s essential that these items be appropriate for the application, reliable and capable of long service life. For this article, E&MJ asked well-known industry providers of pad liner and solution irrigation products to bring us up to date on the technology.
A conversation about pad liner material with any geomembrane supplier inevitably leads to one conclusion: There is probably no more hostile environment on Earth than at the bottom of a large heap leach pad, where crushing weight, corrosive chemicals, heat and shifting ground constantly assault the pad liner. New liner technologies and more sophisticated monitoring systems enable better and safer leaching operations—but issues still remain: These include the usual concerns of site availability and appropriateness, but they’ve been joined by problems that didn’t receive a lot of attention 20 years ago.
For instance, as mines are developed in increasingly remote areas—most likely with scarce infrastructure, requiring complex logistical arrangements—project owners have to worry about liner-product integrity during shipping and installation, design and quality control of foundation earthworks and liners, and liner service life, often in highly variable environmental conditions such as extreme temperatures, high moisture and ground instability.
 As leach pads grow in area and depth, the choice of liner materials becomes more critical—but careful and comprehensive testing in the early stages of a project may show that a thinner, more economical liner can be used. (Photo courtesy of Solmax)
As leach pads grow in area and depth, the choice of liner materials becomes more critical—but careful and comprehensive testing in the early stages of a project may show that a thinner, more economical liner can be used. (Photo courtesy of Solmax)And, as mines mature and expand, more attention must be paid to the technical intricacies of loading, managing and monitoring leach pads that are much higher or may extend for miles over changing terrain, requiring liners measured in millions of square meters of material. Meanwhile, both national and regional regulatory agencies, as well as rural communities, are paying much more attention to the design, preparation, operation and closure plans for heap leach facilities within their jurisdictions.
Typical lead pad liner systems usually comprise a low-permeability, compacted soil or clay subgrade foundation, on top of which is laid a geomembrane liner, in turn topped by a drainage pipe network and an overliner layer of gravel. Geosynthetic clay liners can be used in place of compacted clay liners. Standard geomembrane liner material includes HDPE (high density polyethylene), LLDPE (linear low-density polyethylene) and PVC (polyvinyl chloride).
And, as we’ll discuss later in this article, highly efficient specialty geosynthetic products are available that can be substituted for natural crushed-rock drainage materials, which may be scarce or unavailable locally.
Mathieu Cornellier, technical manager for geomembrane supplier Solmax, told E&MJ that a strong case can be made for expanded use of premium HDPE liners in heap leach operations. Although the basic ingredients used in HDPE production are roughly similar among suppliers, their premium or high-performance lines contain additives that allow the material to better resist damage and last longer.
In a paper presented at the Heap Leach Solutions 2014 conference in Lima, Peru, Cornellier explained that HDPE technology has advanced significantly since the first universal standard for HDPE geomembranes was developed in the late 1990s. HDPE geomembranes are now available in premium grades that solve a number of problems associated with products that conform to that standard (GRI GM-13).
Premium HDPE geomembranes are formulated with improved resins and additional additives that improve aging, physical and mechanical properties. Geomembrane aging effects come from:
- Thermo-oxidation (heat). The higher the service temperature of the geomembrane, the shorter its life span. This is where white or other types of reflective geomembrane surfaces can greatly extend service life. (A 20°C in-service temperature decrease can lead to an estimated lifespan difference of about 380 years in buried applications, according to one study.)
- Photo-oxidation (UV).
- Chemical oxidation.
Geomembranes are composed mostly of resin (about 96% of content), carbon black (2.5%) and anti-oxidant additives (1%). The anti-oxidation additives play a part in combatting all three aging effects, while carbon black resists photo oxidation and the quality of the resins plays a major role in resisting chemical attack.
Other technological improvements include of a variety of reflective surfaces and texturing, and geomembrane conductivity.
Premium HDPE liners offer stress-cracking resistance that can be up to three times greater than the basic minimum requirement stated in most project specifications—but to achieve top performance, ‘intimacy’ is important: For example, when geomembrane liners are used with GCLs, both must be in intimate contact throughout in order to achieve optimum performance—but when that contact is present, the combination can potentially offer 1,000 times greater impermeability than a GCL by itself.
In order to achieve close contact throughout, wrinkles must be avoided as much as possible, and that’s where reflective finishes can offer better performance by reducing service-life temperature and minimizing HDPE’s tendency to expand and contract from temperature variations.
Conductive finishes enhance geomembrane quality control by allowing detection of damage that can occur after the material leaves the plant—during transport or installation, or from rocks, animals or other kinds of physical injury on site. In addition, reflective white-on-black liners provide a visual indication of damage.
We asked Solmax’s Cornellier to comment on some of the basic considerations that need to be taken into account when selecting a pad liner:
When beginning a project, what are some of the more important operational factors and site characteristics a geomembrane supplier most be aware of to recommend the best solution? One of the main threats to the integrity of the liner is the puncture due to stones or the differential settlement of the sub surface. Therefore, we recommend hydrostatic pressure testing done with the site-specific sub-grade that will be in contact with the liner. Often, this has allowed the owner to use a thinner liner than anticipated. The use of LLDPE in high differential settlement areas is also a common practice. The final test that we recommend is a chemical compatibility test. Most chemicals used in mining do not damage polyethylene liners but testing for good measure is a good practice.
Similarly, are there any specific product-recommendation issues or factors that arise from the type of leach-material placement system to be used, such as truck dumping, conveyor spreader, etc.? If a protection layer is used (and it usually is), the design of that layer will be affected by the placement method. The height of the pile will have a greater effect on the mechanical properties of the liner as the dead load of a high pile will be significantly greater than the live load of each layer. This is where differential settlement and puncture resistance come into question. Solmax has found that LLDPE on critical sites or premium HDPE (with high deformability) will be better suited for these type of applications.
Would premium HDPE liners typically be recommended for secondary uses such as interlift liners, raincoat liners for heaps in wet climates, side-slope liners, or would GRI GM-13-grade liners perform adequately? Would textured liners be recommended for any of these applications? Raincoats and interlift liner applications rarely require premium HDPE—although it would be a great product for those applications, it might be overkill. GRI GM-13 liners would be satisfactory, although liners made of GRI GM-17 LLDPE material would be better due to higher flexibility. As far as textured liners, it would depend on the slope. Heap leach pads are usually on fairly flat slopes (2%–5%), so texture is not necessary. However, should friction be an issue—on valley-fill pads, for example—single-sided texture could be considered.

GSE’s leach pad drainage geocomposite uses a nonwoven geotextile bonded to one or both sides of a geonet (right) to provide faster installation and reliable drainage, compared with a conventional aggregate drainage layer. (Photos courtesy of GSE Environmental)
Net Benefits
In addition to offering a wide variety of HDPE and LLDPE geombrane liner materials, Houston, Texas-based GSE Environmental has developed an innovative drainage geocomposite specifically for heap leach pad application. This geocomposite consists of GSE’s patented PermaNet geonet with a nonwoven needle-punched geotextile bonded to one or both sides. The high-density polyethylene core of this material does not crush or collapse under the high loads imposed by ore loaded onto the pad, according to the company. The geotextile performs the filter function and ensures the uninterrupted flow of pregnant solution. Installation of this material is significantly faster than an aggregate drainage layer and damage to the geomembrane liner is minimized.
According to GSE, overliner drainage stone has historically accounted for about one-third of the total cost of a liner-overliner system, and overliner costs have risen faster than general construction costs because projects are increasingly remote, larger and often have few borrow source options. Overliner gravel is a common source of both cost overruns and project delays (due to unplanned borrow or screening problems). MineDrain can replace the gravel layer partially or completely at a lower cost, and often can be used with a more economical overliner to achieve significant cost savings.
 H&R ChemPharm’s super-absorbent polymer can saturate a nonwoven geomembrane substrate to provide leak protection.
H&R ChemPharm’s super-absorbent polymer can saturate a nonwoven geomembrane substrate to provide leak protection.Saturating with SAHARA
Recently, H&R ChemPharm, a U.K. company that develops blended oil and wax products, announced that it had created what it describes as a self-healing, super-absorbent polymer (SAP) with potential application usefulness in heap leach liner installations.
The company said its SAP product, named SAHARA, can be used to saturate a suitable nonwoven substrate carrier to form a reactive, lightweight and effective water- and chemical-resistant barrier called Terraseal. Once manufactured, SAHARA Terraseal can be delivered on site in rolled format of specified dimensions for easy installation.
The company claims the chemical nature of SAHARA allows it to permanently bond to a supporting substrate, offering a wide range of applications where liquids need to be controlled. Once SAHARA Terraseal comes in contact with a water-based fluid, the membrane creates an immediate barrier. This is accomplished by SAHARA activating and rapidly absorbing up to 120 times its original weight, causing the SAP to swell and thus creating a strong containment system with the added benefit of being a self-healing geomembrane.
H&R ChemPharm said SAHARA-coated geomembranes have been proven to be effective in the long term through repeated wet/dry and freeze/thaw cycles with no detrimental affect on its barrier capabilities. Once the water-based fluid is no longer present, the barrier system reverts to its original condition and awaits the next opportunity to react.
 Senninger Irrigation’s Wobbler line of leach pad sprinklers are designed to apply solution evenly over a wide surface area. (Photo courtesy of Senninger Irrigation)
Senninger Irrigation’s Wobbler line of leach pad sprinklers are designed to apply solution evenly over a wide surface area. (Photo courtesy of Senninger Irrigation)Charting the Flow
Early heap leach projects employed drip emitter or sprinkler-based solution-application systems that had been developed for agricultural use, but typical site conditions and the specialized solutions required for effective leaching soon proved problematic for these systems. The industry’s move to mining-class sprinklers and drip-line emitters has resulted in a more efficient and eco-friendly environment at the top of the heap. Although the relative merits of sprinkler vs. emitter technology are hotly debated among their respective suppliers, the ultimate goal for mining operations is to select a system that provides the most effective distribution of leach solution.
For example, Senninger Irrigation, which has been designing and selling patented irrigation products since the early 1960s, notes that heap leach depths have increased from 50 ft of ore depth to as much as 500 ft since the turn of the century, as higher closure and reclamation costs as well as a need to minimize impact on surrounding land resulted in greater pad ore-depth to make mining operations more efficient and as a way to work around limited surface areas.
While this change has made some operations more efficient, it has also made the recovery of metals more difficult for mines that traditionally relied on drip lines for mineral recovery, according to Senninger’s experts, who maintain that because drip lines concentrate solution application over a small area, a drip system has difficulty uniformly covering an entire area as heap stacks increase in size. Heap piles comprise numerous segregate layers of coarse and fine textured material and leaching solutions must be able to percolate through all of these layers. Drip lines, says Senninger, are prone to channeling and clogging, which results in uneven ore/solution contact and inadequate saturation of the entire leach pad.
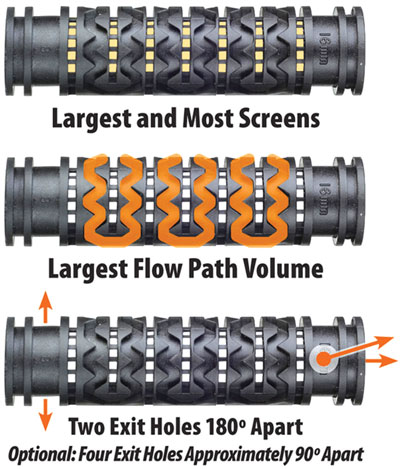 Ore-Max’s Max-Emitter resists internal plugging.
Ore-Max’s Max-Emitter resists internal plugging.For Senninger, these changes presented an opportunity and a challenge to develop new irrigation technology capable of uniformly saturating a leach pad from top to bottom without clogging.
The application rates for leaching solutions are designed to optimize metal recovery and minimize chemical consumption. Critical aspects of heap leach design are depth of ore, presence of water/solution, and local terrain conditions.
Run of Mine (ROM) material or dump leach piles segregate layers of coarse and fine textured material during material placement. Leaching solutions flow more readily in the more conductive layers, potentially leaving areas within the heap unleached. As the trend of larger and deeper leach piles increases, this condition becomes more prevalent, resulting in channeling within the piles.
Senninger maintains that leach operations using drip methods depend on source point application of the solution, which promotes channeling—and because there is minimal lateral movement of the solution applied over the ore material, close spacing of the drippers and laterals is necessary to achieve the desired application rate. This increases the potential for clogged orifices and lines due to the small flow passages required.
After analyzing the issues, Senninger worked to create an irrigation system capable of distributing water in a uniform pattern and at an adequate application rate, as determined by a metallurgist, over an entire heap pile. The wetted pattern must also be able to infiltrate the pile at the same point where it falls.
Senninger developed low pressure (10–20 psi / 1.03–1.38 bar) spray nozzles to evenly apply solution over large surface areas, much like a gentle rain, maximizing solution/ore contact, while minimizing the potential for channeling or clogging. These low-pressure sprinklers distribute water in consistently sized droplets resistant to evaporation and wind-drift.
These spray nozzles, which Senninger calls their Wobbler products, are designed to:
- Operate at low pressures between 15 to 20 psi (1 to 1.38 bar) to save energy costs,
- Wet the entire surface with a 90+% uniformity of distribution in a full 360° pattern,
- Evenly irrigate irregular areas without a need to level the pile,
- Adapt to different application and infiltration rates as determined by the mineral type,
- Offer the versatility of being moved and used repeatedly,
- Provide visual confirmation of uniformity not afforded by surface drip application,
- Adapt to pad rinsing for reclamation,
- Operate without the need for filtration; and
- Directly install over existing drip systems if necessary.
Not surprisingly, drip-line emitter suppliers take a different view, claiming that emitter-based systems generally offer lower installation and maintenance costs with equal or better leaching effectiveness. California-based Ore-Max, which has been involved in providing drip systems for mining applications since the late 1980s and which introduced its Max-Emitter in the early 2000s, maintains that drip systems employing the plug-resistant Max-Emitter can help mines maintain or improve their extraction rate even while using a wider spacing pattern for the drip lines, based on the Max-Emitter’s ability to resist plugging and preserve a steady, appropriate flow rate.
Recognizing that neither emitters nor sprinklers always offer the ideal solution for every heap leach operation, many suppliers offer both types—further reinforcing the notion that optimal heap leach operations generally spring from an extensive series of tests, decisions and iterations to identify the correct elements for the site and circumstance.


