






Two ‘success’ stories illustrate the importance of choosing the correct pump type, materials, and accessories to cost-effectively meet common mine-site fluid and slurry transfer demands
Choosing the right pump for a specific application can have a major, lasting impact on overall operational efficiencies. In the first portion of this two-part article, Nate Maguire, Americas business unit director–industry and agriculture for Xylem’s applied water systems business unit, highlights an all-important point: Pumps used in mining applications are subject to the harshest and most demanding conditions on earth. From dewatering to mineral extraction, pumps are required to perform efficiently in difficult conditions and for long hours. It is important to select the most appropriate pumps to efficiently handle these adverse environments and deliver the best application results.

As an example, Maguire told E&MJ that a large gold mine in Colorado, producing more than 200,000 ounces per year (oz/y), uses vertical turbines in its operations, which employs heap leaching for precious metal recovery. Thirteen vertical turbines are used at the mine, with three new 800-hp turbines recently put in place. Each turbine is 150 ft long and pumps 3,000 gallons per minute with 600 ft of head.
To leach gold from the ore, mined rock is crushed and piled onto a lined leach pad. A diluted solution of sodium cyanide is applied using agricultural-type drip irrigation tubes. The heap is an engineered collection system that in a way resembles a large mixing bowl, the center of which acts as a sump, designed to collect the water-cyanide mixture that is sprayed on the ore. Over a period of months, the solution percolates through the heap liberating the gold as it passes through the ore. The pregnant solution is then collected from the sump.
Large turbine pumps are used to move the pregnant solution up out of the sump to a processing facility 1,000 ft. away. After the gold is extracted, the water-cyanide solution is pumped back to the heap-leaching site for reuse, or it’s treated further to remove the cyanide and other contaminants. It is then discharged according to effluent permit standards ore reused for another gold-recovery process.
Line shaft turbine pumps are characterized by high hydraulic efficiency, relative to many other pump types. They can be ideally suited for heap-leach applications where the pregnant solution is collected in sumps and the solution must be pumped significant distances or to higher elevation.
PUMP SELECTION
The distance liquid must travel is just one of the factors to consider in selecting pumps for mining, according to Maguire. “Before evaluating specific products, the first step is to define the objectives from both application and equipment efficiency perspectives,” Maguire said. “Once those goals have been established, the process of choosing the most durable and efficient pumps for a mining application can begin.”
For a dewatering application, it is important to select a pump made of material that is compatible with the solids being pumped, Maguire explained. Some pumps are specifically designed to handle slurries because they are constructed with a hardened shaft, hardened steel impellers, and certain types of stainless steel to pump mixtures with high slurry content.
Engineers often take water samples and test them in a lab to determine the makeup of the water. They check to determine how abrasive the contents of the water may be by measuring the amount of solids suspended in it. Then, they can identify the chemical compatibility using a material compatibility guide to understand the water makeup. There are natural chemicals and minerals in the water, and the chemicals will react to the material that make up a pump as well.
The turbine pumps used at the Colorado gold mine are made of 316 stainless steel, Maguire said, so the pump will not corrode during repeated contact with cyanide. Turbines are designed to operate continuously, which makes them ideal for gold recovery where pumps are working 24:7.
“Pumps are constructed with certain materials to suit multiple mining applications. The ability to produce all-iron, all-stainless, duplex and super-duplex units is important for mining because these materials protect the pump from corrosion when it comes into contact with chemicals and minerals,” said Sarah Boynton, product line manager at Xylem.
Engineers also use a number of calculations to determine pump selection. First, they must identify the flow rate, or volume of water that passes through the pump per unit in time, based on the duty point—the spot on the pump curve where the pump will be operating at maximum efficiency. The flow rate can be fixed or variable. Identifying the flow rate will measure the amount of solids suspended in the water, and how abrasive they may be.
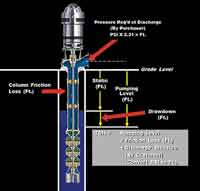
Then they determine the static head and friction loss of the pumping system. The static head is the height of a column of water that would be produced at a given pressure. Calculating the static head identifies the internal energy of a fluid due to the pressure exerted on it from the pump. Friction loss is the reduction of static head that occurs in the pump due to viscous effects generated by the size and surface of the pump. Friction loss occurs throughout the entire pump; narrow corners and valves that impede flow create high friction loss.
Many pump manufacturers offer online selection software to calculate the Best Efficiency Point (BEP) and find the flow curves to ensure that the pump will operate at the duty point. Online software can also help determine the Net Positive Suction Head (NPSH), or the suction head valve at a specific flow point that is required to keep the pump out of cavitation. (All pumps require a certain level of pressure coming into them to operate effectively.)
Once all the calculations are conducted, engineers might find there are a number of different pumps that meet the criteria. Then they must take into account other factors that influence pump selection, such as efficiency and application. It is important to consider the environmental conditions in which the pump will be working to determine the best motor enclosure. It is also critical to consider the pump’s voltage requirements, variable speed options and controllers.
Diesel drives are often selected for portable applications, but they are the least efficient pumps because of their design. Submersible pumps are efficient for certain applications, but not for all. Vertical turbines generally will be the most efficient pumps across a range of mining applications.
Turbines feature a sleek hydronic design that contains four basic subassemblies (See Figure 1). A multistage bowl assembly is used to submerge the pump into the liquid and control the hydraulic performance. A column, or riser, moves the liquid to the surface. The discharge or well changes the direction of the fluid from vertical to horizontal and connects to the piping system. Submersible configurations (like the pumps used at the Colorado gold mine) contain a submerged thrust that carries the motor, and the motor pumps the water to the surface.
Keeping the solution moving at the Colorado mine is a top priority. If the mine isn’t pumping pregnant solution, it isn’t pouring gold. By selecting the proper pumps, companies can keep work progressing and costs in line.
SAVINGS IN SOUTH AMERICA GIW Industries, a leading supplier of heavy-duty, centrifugal slurry pumps, related a recent success at a South American copper mine. GIW said its solution quadrupled pump wear life and created dramatic savings for the mine’s tailing-pumping operations.
GIW Industries, a leading supplier of heavy-duty, centrifugal slurry pumps, related a recent success at a South American copper mine. GIW said its solution quadrupled pump wear life and created dramatic savings for the mine’s tailing-pumping operations.
Again noting that mining-related pump duties in general—and in this case, copper in particular—involve working with difficult materials, GIW pointed out that, as a result, mining companies must carefully monitor wear of their slurry pumps and usually have to schedule frequent shutdowns to replace worn parts. The cost of this maintenance goes far beyond just the price of parts; downtime and lost revenue can run into hundreds of thousands of dollars.
The South American company had struggled for years to reduce maintenance downtime in its tailings operations. The material was wearing out pumps more quickly than other equipment in the tailings line, increasing the frequency of downtime. Ronnie Willis, senior product manager–new materials at GIW, said, “They were having such severe wear that they were repairing the tailings pumps every 400 to 450 hours.”
GIW provided the South American copper mine with a solution. An LSA centrifugal slurry pump was installed in a tailings booster application and GIW’s exclusive Enduraclad material was applied to the new suction liner.
“With the application of this new material,” Willis said, “they’ve been able to extend wear life up to 2,000 hours and also improved wear life of other related pump parts.”
Since its introduction in 2009, GIW has expanded Enduraclad’s capabilities to allow coating on essential pump parts other than just suction liners, enabling it to provide even greater longevity for GIW pumps.
“Although Enduraclad-bonded parts are more expensive, they are well worth the price. They will cost more than uncoated parts, such as suction liners,” said Willis. “However, you are saving on costs by using fewer parts, reducing maintenance costs, and not suffering the downtime revenue loss. To remove and replace the parts on one of these pumps requires two to four people working with tools and lifting devices for six to eight hours. So the longer you can keep the pump running with nobody touching it, the more operational costs you save.”
According to Willis, “We’re not just developing these really specialized materials and processes and charging higher prices. We’re continually looking for ways to reduce the cost of materials so we have a product that serves customers’ needs and fits their budgets. This is one of the ways GIW meets our customer expectations for continuous improvement.”


