



By C. Wang, S. Nadolski, O. Mejia, J. Drozdiak and B. Klein
UBC researchers compare the cost of novel comminution techniques with the Huckleberry mill’s existing circuit
 The Huckleberry mine, located in British Columbia, produces roughly 40 million lb/y of copper.
The Huckleberry mine, located in British Columbia, produces roughly 40 million lb/y of copper.
A comprehensive energy and cost study compared an existing SAG mill-based circuit at the Huckleberry mine with two proposed circuits involving comminution technologies that are associated with energy efficiency: high-pressure grinding rolls (HPGR) and high-speed stirred mills. The specific energy requirements, expressed as kilowatt-hours per metric ton (kWh/mt), for the proposed circuits were determined from pilot-scale HPGR and stirred mill testing conducted at the University of British Columbia (UBC).
Samples and operating data were collected from Huckleberry’s copper-molybdenum concentrator to evaluate current mill performance for comparison. To support the base case, the current Huckleberry mill circuit was modeled using JK SimMet software. The main comparison focused on the complete energy requirements for each circuit, including materials handling equipment such as conveyors, screens, feeders and pumps. Capital and operating cost estimates for each of the comminution circuits are also given.
The results showed that the HPGR-ball mill circuit achieved a 21% reduction in energy consumption over the existing SAG-ball mill circuit at the same P80 grind size of 160 mircons (μm). At a grind of 80% passing 75 μm, the HPGR-stirred mill circuit showed a 34% reduction in energy compared to the base case. The energy reduction for the new flowsheets significantly improved the economics of the Huckleberry comminution process.
Introduction
Up until now, tumbling mills such as AG/SAG mills and ball mills have had a dominant bearing on the design and economics of comminution circuits. However, it is commonly agreed that the majority of employed comminution processes are energy intensive and energy inefficient, accounting for up to 80% of overall process plant energy consumption and having an efficiency of as low as 1%. The U.S. Department of Energy reported that there is a potential to reduce energy consumption in the metals industry by up to 61% from current practice to best estimated practical minimum energy consumption; suggestions included the implementation of best practices and the adoption of energy efficient mining and mineral processing technologies such as advanced blasting techniques, HPGR and stirred mills.
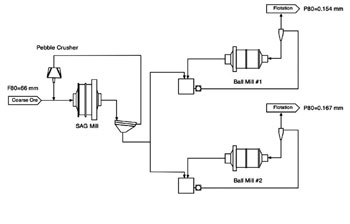 Figure 1—Huckleberry SABC circuit-base case.
Figure 1—Huckleberry SABC circuit-base case.
The concept of combining an HPGR and a stirred mill in a single flowsheet has been proposed, which was envisioned to be an example of the future in energy conscious comminution processes. The pilot-scale HPGR and high-speed stirred mill testing facility at the UBC Norman B. Keevil Institute of Mining Engineering provided a very unique opportunity to assess the HPGR and/or stirred mill circuits and understand the potential benefits. To examine a combined HPGR and stirred mill circuit, both machines have to be operated outside their currently accepted operating conditions. Studies have demonstrated that an HPGR-stirred mill circuit is technically feasible and showed promising benefits over the traditional stage crushers-ball mill circuit and HPGR-ball mill circuits.

Figure 2—HPGR ball-mill circuit.
To determine whether the novel HPGR-stirred mill circuit arrangement could achieve energy savings in comparison to conventional SAG mill-based circuits, a pilot-scale study was conducted to compare the energy requirements of the existing circuit at the Huckleberry mine to two alternative circuits: an HPGR-ball mill circuit and a novel HPGR-stirred mill circuit. The study was conducted in collaboration with the Huckleberry mine with support from BC Hydro, Xstrata Technology and Koeppern.

Figure 3—HPGR-stirred mill circuit.
Data representative of three hours of continuous mill operation, directly preceding mill shutdown and sample collection, was analyzed to confirm process stability and subsequently to determine the actual specific energy requirement of Huckleberry process equipment. A sample was collected and analyzed using established comminution laboratory testing methodologies, characterizing the properties of the ore and slurry for modeling and simulation of the circuit.
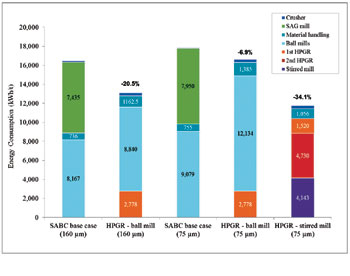
Figure 4—Comparison of total circuit energy requirement.
The sample consisted of a 1,000-kg SAG belt-cut sample, at nominally 100% passing 100 mm, and two buckets of cyclone overflow slurry. The feed material had a moisture content of 3% with a specific gravity (SG) of 2.76. The battery limits for the energy study were established as being the feed to the SAG circuit (coarse ore stockpile) and cyclone overflow of the ball-mill grinding circuit (feed to flotation circuit).
The collected SAG feed sample was prepared for pilot-scale HPGR and stirred mill testing to determine the key operating parameters for flowsheet design and power-based calculations. Ultimately, the simulation and test results allowed for the direct comparison of the energy and costs for three circuits.
 The current process configuration at the Huckleberry operation is based on a SAG mill operating with a pebble crusher and ball mills, commonly referred to as an SABC type comminution circuit (See Figure 1). Modeling of the SABC circuit using JKSimMet was carried out using known equipment parameters, operational data and the results of material analyses as inputs. The JKSimMet model was used to confirm the validity of acquired data and to model the effects of modifying certain areas of the comminution flowsheet.
The current process configuration at the Huckleberry operation is based on a SAG mill operating with a pebble crusher and ball mills, commonly referred to as an SABC type comminution circuit (See Figure 1). Modeling of the SABC circuit using JKSimMet was carried out using known equipment parameters, operational data and the results of material analyses as inputs. The JKSimMet model was used to confirm the validity of acquired data and to model the effects of modifying certain areas of the comminution flowsheet.
The HPGR-ball mill circuit comprises a reverse-closed secondary crushing circuit prior to a closed HPGR circuit, followed by a reversed-closed ball-mill circuit with cyclones (See Figure 2). The vibrating screen decks were set to an aperture size of 32 and 4 mm for the secondary crushing stage and HPGR screen circuit, respectively. The energy requirements for the secondary crushing stage and the ball-mill grinding stage were determined using the previously fitted JKSimMet model. A number of pilot-scale HPGR tests were carried out to determine the proper operating conditions. Energy values obtained from pilot HPGR testing, laboratory testing and JKSimMet modeling were combined to calculate the specific energy requirement for this circuit.
 The novel HPGR-stirred mill circuit is comprised of a reverse-closed secondary crushing circuit prior to an open HPGR circuit, and followed by a second HPGR in closed circuit to generate finer feed for high-speed stirred milling (See Figure 3). The vibrating screen decks were set to aperture sizes of 32 and 0.71 mm for the closed secondary crushing stage and second stage HPGR screening circuit, respectively. The energy requirements of the secondary crusher were determined using the JKSimMet crusher model. A number of pilot-scale HPGR tests were carried out to determine the proper operating conditions for the first stage of HPGR crushing. Recycle tests were performed to simulate the HPGR performance in closed circuit with a screen and to determine the associated specific energy values. Energy readings obtained from pilot HPGR testing, stirred mill testing and JKSimMet modeling were combined to calculate the total specific energy requirement for the proposed novel circuit.
The novel HPGR-stirred mill circuit is comprised of a reverse-closed secondary crushing circuit prior to an open HPGR circuit, and followed by a second HPGR in closed circuit to generate finer feed for high-speed stirred milling (See Figure 3). The vibrating screen decks were set to aperture sizes of 32 and 0.71 mm for the closed secondary crushing stage and second stage HPGR screening circuit, respectively. The energy requirements of the secondary crusher were determined using the JKSimMet crusher model. A number of pilot-scale HPGR tests were carried out to determine the proper operating conditions for the first stage of HPGR crushing. Recycle tests were performed to simulate the HPGR performance in closed circuit with a screen and to determine the associated specific energy values. Energy readings obtained from pilot HPGR testing, stirred mill testing and JKSimMet modeling were combined to calculate the total specific energy requirement for the proposed novel circuit.
Comparison of All Circuits
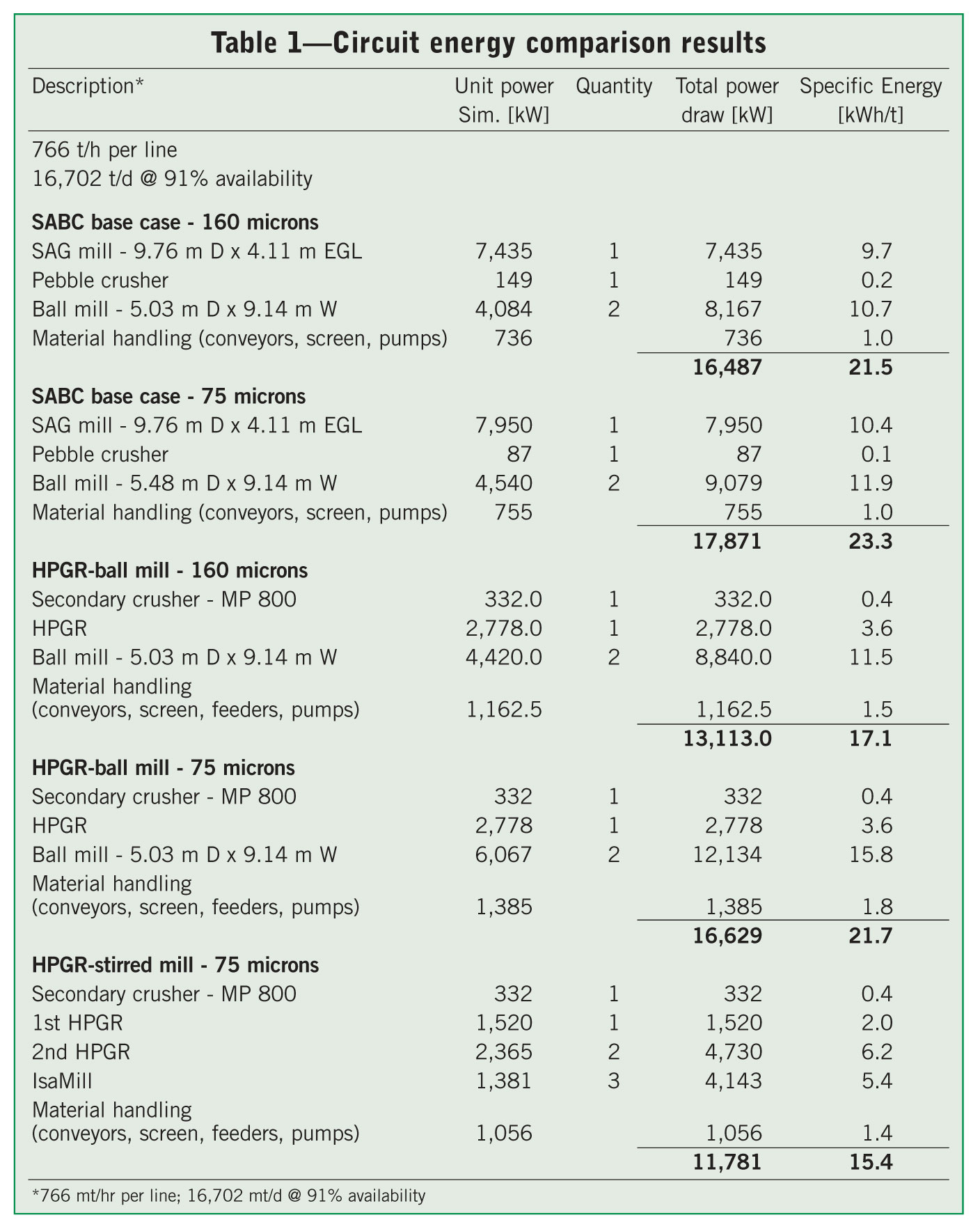
The battery limit for comparison of comminution energy using the proposed circuits was feed from the coarse ore stockpile with an F80 of 66 mm to two product sizes of P80 of 160 μm (current target grind for the Huckleberry mine) and P80 of 75 μm. For the target grind P80 of 160 μm, the existing SABC circuit was compared to an HPGR-ball mill circuit. For this product size, the IsaMill could not be tested because the second stage HPGR product particle size (screen undersize feeding the IsaMill) was only slightly larger than the target P80, such that stirred mill grinding would be impractical. Therefore, to compare all three circuits, the target grind size was selected to be a P80 of 75 μm. (See Table 1 and Figure 4)
For grinding to a P80 of 160 μm, the HPGR-ball mill circuit required 21% less energy than the SABC circuit. The main savings result from the lower energy required by the HPGR as compared to the SAG mill. However, an additional secondary crusher and conveyer system were required to facilitate the HPGR circuit. The HPGR also produced a coarser product than the SAG mill. Thus, the energy needed for crushing, ball milling and material handling was higher for the HPGR option than the SABC circuit.

When extending the target grind size to a P80 of 75 μm, the energy savings of the HPGR-ball mill circuit was only 7%. The novel two-stage HPGR-stirred mill circuit demonstrated a significant reduction in energy of 34%, as compared to the SABC circuit. It must be noted that the energy for any additional equipment, which would be required to disperse the HPGR product prior to screening at 0.71 mm, was not accounted for. However, assuming equipment similar to that of a vertical shaft impacter (VSI) were to be used prior to screening, an overall reduction in energy in excess of 30% would still be expected. In retrospect, the study shows that the application of an HPGR-stirred mill circuit can significantly lower the energy required for mechanical size reduction.
There was a discrepancy in the additional power required to reduce the final product size from 160 to 75 μm for SABC circuit and HPGR-ball mill circuit. The HPGR-ball mill circuit when grinding to 75 um compared to 160 um used an extra 4.6 kWh/mt, but for the SABC circuit it only used an extra 1.8 kWh/mt. The reported SABC circuit power for the 160 μm grind size was based on actual site data. JKSimMet was used to fit a model to site DCS data. Thus, there was considerable scope to reduce the ball-mill power consumption by using smaller ball-mill grinding media. However, for a final grind of 75 μm, the reported power values for both HPGR-ball mill and SABC circuits were based on JKSimMet modeling alone. In these cases, the previously fitted model was optimized through process design changes (media size, transfer size, cyclone parameters etc.) to achieve the 75 μm product size while minimizing energy consumption. So the difference in ball-mill power to reduce the final grind size from 160 to 75 μm should have been much greater in the case of the SABC circuit than actually reported.
Capital and Operating Costs
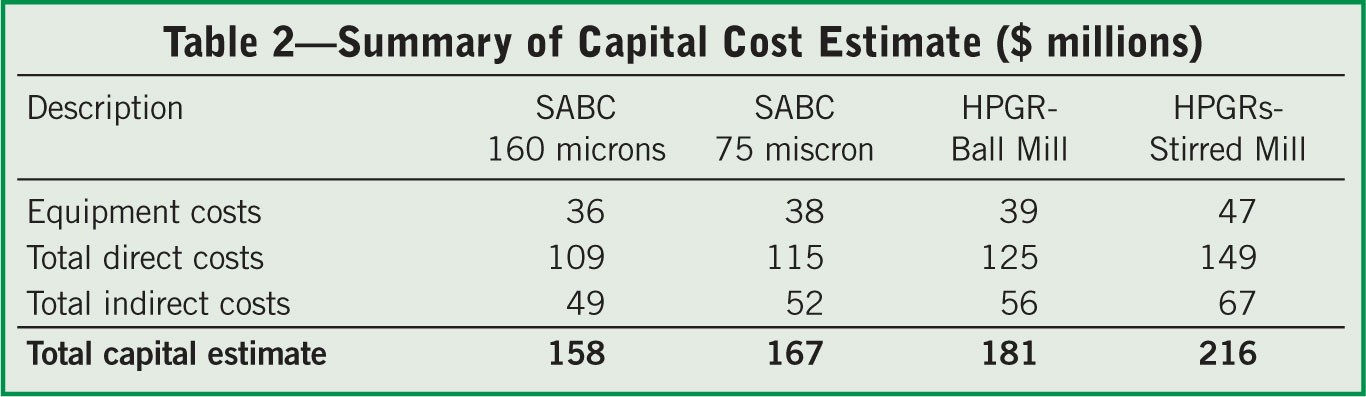
To complete the comparison of the process options, capital and operating costs were determined from vendor quotes and installation costs. The costs are deemed to have an accuracy of ±50% to a preliminary level of assessment (See Table 2 and 3). For comparison, the costs for SABC circuits grinding to 160 μm and 75 μm were determined to allow for direct comparison to HPGR-ball mill and HPGR-stirred mill circuits, respectively.
The indirect cost was estimated at 45% of direct capital costs and was considered to be within industry standards for the options considered. A similar approach was applied to estimate the total direct costs. It was found that both HPGR-ball mill and HPGR-stirred mill circuits have higher associated capital costs than the SABC option. Conversely, operating costs for the two proposed circuits are substantially lower, which relates directly to lower energy consumption levels.
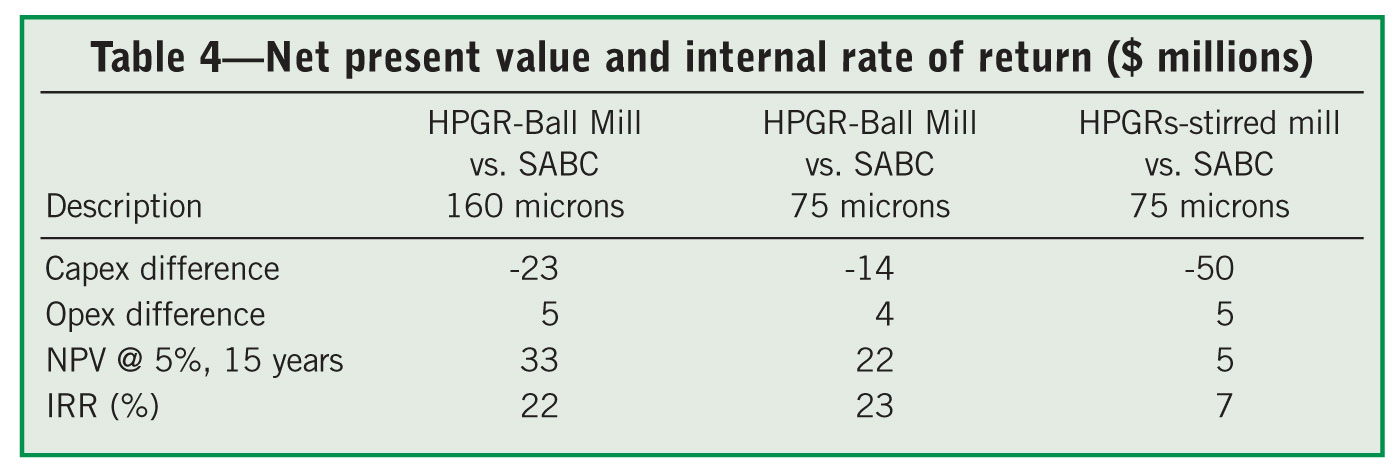
The trade-off economics were calculated on the basis of net present value (NPV). A discount rate of 5% and a 15-year mine life were assumed. At a grind of 80% passing 160 μm, the HPGR-ball mill circuit shows significant cost advantage over the SABC circuit with a NPV of $33 million and an IRR of 22% (See Table 4). At a product size of 80% passing 75 μm, both options have costs advantages over the SABC option, although the HPGR-ball mill circuit had lower overall costs than the two-stage HPGR-stirred mill circuit. In general, a finer grind size would not be selected unless it resulted in significant recovery improvements. Since the copper-molybdenum recovery versus grind size information was not available, such a comparison was not possible for this study. However, in cases where a finer primary grind is needed to achieve high metal recoveries, the two-stage HPGR-stirred mill process demonstrates significant energy savings that would be reflected in the NPV.
Discussion
Evaluation of the proposed circuits showed that combining the two comminution technologies, HPGR and stirred mill, had considerable potential as an energy efficient and economic approach to grinding metallic ores. Overall, the proposed HPGR-based circuits were found to be more energy efficient than the current Huckleberry SABC circuit. Both the higher energy efficiency and elimination of steel grinding media associated with the HPGR-based circuit significantly reduced the determined operating costs.
The effect of ore variability was not evaluated in this study; however, HPGRs are certainly less sensitive to variation in ore hardness when compared to SAG mills. There is also a question of the differences in liberation characteristics from a SAG mill-ball mill operating in closed circuit with a classifying cyclone and the HPGR-stirred mill operating in open circuit. With differences in particle breakage mechanisms as well as mineral particle size distributions (since no cyclone classification is used in stirred mill operation), it would not be surprising to find differences in degree of liberation.
During pilot simulation of the HPGR-stirred mill circuit, both machines were operating outside their respective industry standard conditions. Challenges were primarily associated with the nominated transfer size between the HPGR and stirred mill. For example, nomination of a coarser transfer size necessitated the use of larger stirred-mill grinding media and resulted in a reduction in stirred-mill energy efficiency. Conversely, nomination of a finer cut-point was detrimental to the screening efficiency of HPGR product. Successful development of the HPGR-stirred mill circuit relies on further addressing the efficient separation of HPGR product at a suitable feed size for stirred mill operation. This will likely involve the introduction of an additional piece of material dispersing equipment that would be located prior to the HPGR screens.
Conclusions and Recommendations
The presented study built on previous related work at the UBC NBK Institute of Mining and showed that an HPGR—stirred mill grinding circuit, as an alternative to commonly implemented SABC comminution circuits—has significant potential as an energy efficient alternative. A reduction in energy consumption of 34% was determined to be attainable through implementation of the HPGR-stirred mill circuit when targeting a final P80 grind size of 75 micron. Project economics were also in favor of the proposed circuit and would further improve in regions where energy supply is more expensive than the relatively low energy unit costs used as a basis for this evaluation.
Other advantages identified with the proposed circuit include the resilience of HPGRs and stirred mills to changes in ore hardness. Carrying out further pilot tests using samples taken from different areas of the Huckleberry deposit would allow for this attribute to be quantified in terms of its influence on energy requirements and overall project economics.
Further work is required to improve the classification of HPGR product and to optimize stirred mill parameters for treating coarser feed sizes. The former is particularly challenging when taking into account the detrimental effect of moisture on HPGR performance, thereby necessitating a dry classification process to limit the amount of moisture returned to the HPGR grinding section with oversize particles.
The results of this study clearly show that there is considerable scope for improving the energy efficiency of industry standard comminution grinding circuits. The proposed HPGR-stirred milling has demonstrated significant potential as a means to grinding more efficiently, this attribute being increasingly important as the mining industry is faced with extracting metals from harder and more complex deposits.
C. Wang, O. Mejia and B. Klein are with the University of British Columbia in Vancouver. (Wang can be reached at: wang.chengtie@gmail.com). S. Nadolski is with Koeppern Machinery Australia in Malaga. J. Drozdiak is with Hatch in Vancouver. This article is adapted from a paper, Energy and Cost Comparisons of HPGR-based Circuits with the SABC Circuit Installed at the Huckleberry Mine, they presented at the 45th Annual Canadian Mineral Processors Operators Conference, which took place in Ottawa, Ontario, January 22-24. To view the entire unedited paper, visit the Resource Center at CEEC: www.ceecthefuture.org/resource-center/.
Canada’s Finest Recognized with CEEC Medal
The paper from which this article was derived received the 2013 Coalition for Eco-Efficient Comminution (CEEC) Medal. “Congratulations to Fisher Wang, Stefan Nadolski, Olav Mejia, Jeff Drozdiak and Bern Klein on their excellent work,” said CEEC Chair Elizabeth Lewis-Gray. “The business of energy efficiency in grinding and crushing is a global issue and we are delighted that the winners of the prestigious 2013 CEEC Medal authored their outstanding paper as a result of an industry first; collaboration between BC Hydro, University of British Columbia and the mine operator Huckleberry mines. The 2013 Medal recipients are based in North America, specifically in Vancouver, and they join previous CEEC Medal recipients based in Peru, Chile and Australia.”
The 2013 Medal was awarded in Vancouver, B.C., before a gathering of industry leaders. More than 60 guests applauded as The Right Honorable Dave Nikolejsin, deputy minister for energy and mines, presented the medals to the winners. Ausenco hosted the event at its Vancouver offices.
The CEEC Medal is a global award intended to recognize and celebrate the contribution of outstanding published papers, articles or case studies profiling beneficial strategies for eco-efficient comminution. In 2013, more than 10 papers were nominated. The Medal review committee is led by CEEC Director Dr. Zeljka Pokrajcic, principal process engineer with WorleyParsons. The committee evaluates all nominated papers on the basis of the paper’s potential to improve energy efficiency, the ability for the concepts to be readily adapted to operating plants or incorporated in the design of new circuits, that the results are robust and believable, and finally, whether or not the paper communicates its ideas clearly and effectively. The medal committee recommends the annual recipient to the CEEC Board of Directors for its approval.
CEEC is a not-for-profit company funded by sponsorship from the mineral industry itself, whose mission is to accelerate knowledge and technology transfer in the field of energy-efficient comminution (crushing and grinding). CEEC aims to raise awareness of beneficial alternative comminution strategies with the objective of improving earnings, achieving lower processing costs and gaining energy efficiencies in the mining sector.


