






ContiTech Conveyor Belt Group, Siemens AG Process Industries and Drives Division, and ThyssenKrupp Industrial Solutions have entered a cooperation agreement for development and marketing of the Chevron Megapipe tubular belt conveying system, touted as a solution for reducing conventional haulage traffic in surface mining.
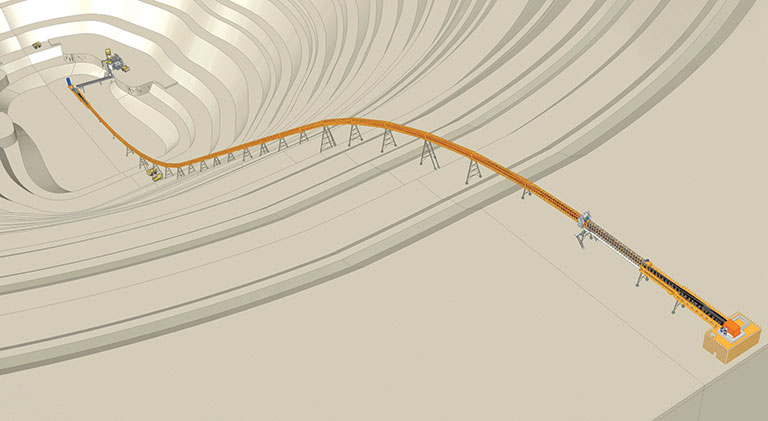
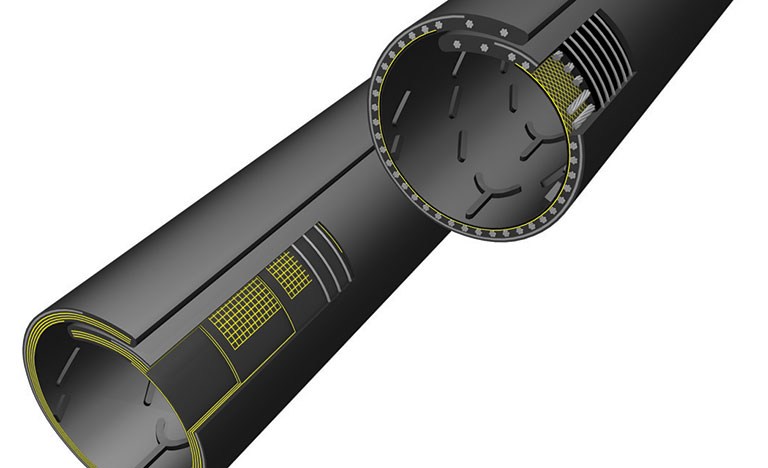
The system employs high-strength, ribbed pipe belts with an outer diameter of up to 900 mm, available as fabric or steel cord belts. They have low-elongation, high-strength carcasses and are claimed to enable the efficient conveying of ores and overburden over mine slopes with angles of inclination of 30°–50°. According to the companies, the advantages of the MegaPipe system are retained; i.e., closed-trough transport of large mass flows up to 9,500 m3/h and lump sizes up to 350 mm directly from the primary crusher.
The companies explained that standard trough-shaped conveyor belts with and without ribbing, as well as smooth pipe belts, allow the transport of bulk material with angles of incline up to a maximum of 30°, depending on the transported material’s properties. In the future, the ribbed Chevron MegaPipe conveyor belt system will make it possible to create systems with angles of incline of up to 50°.
“Steep-angle conveying for unbroken material in a range of 50°–90° can be realized with a skip conveyor from ThyssenKrupp Industrial Solutions and with Flexowell or Pocketlift systems from ContiTech for primary crushed bulk material,” confirmed Dr. Franz M. Wolpers, head of the Materials Handling Division at ThyssenKrupp Industrial Solutions, describing the steep-angle conveying opportunities for handling large capacities.
In the late 1980s, ContiTech and ThyssenKrupp advanced pipe belt technology in Germany and successfully implemented it on a wider scale. “In this consortium, we are now continuing the successful cooperation in the development of pipe belt technology,” said Hans-Jürgen Duensing, member of the Executive Board of Continental AG and head of the ContiTech Division.
The Chevron Megapipe concept requires high-performance direct drives, eliminating the need for an intermediate gearbox. Integration of these megawatt (MW) drive units on the head pulley of a conveyor system as well as their activation is provided by Siemens. Initial feasibility studies have demonstrated successful and safe operations in systems rated up to 8 MW power.
“Our direct drive system for belt conveyors is the ideal drive for the Chevron Megapipe because on the one hand, the torque transmission can only be operated with a one-drive pulley because of the belt profile on the carrying side and, on the other hand, a substantial gradient resistance must be overcome in the steep-angle conveying. The direct drive technology developed by us has already proven highly successful in various installations,” said Norbert Becker, vice president of Siemens Mining and Excavation & Transport.
He added, “Siemens can also look back on a successful cooperation with ThyssenKrupp and Continental. For example, in 1985 a 3.8-km-long ThyssenKrupp conveyor was installed at RAG Prosper-Haniel with two 3.1-MW AC Siemens direct drive systems. At that time, Siemens not only implemented the world’s first direct drive system for conveyors but Continental also supplied the ST7500, the world’s strongest conveyor belt, for RAG’s underground conveyor ascending approximately 800 meters.”
“We have managed to create a product that combines our expertise in the development and manufacture of conveyor belts for steep-angle and vertical conveying with our know-how of pipe belts and high-tensile steel cord conveyor belts up to ST10.000 to exploit the advantages of all three technologies for our mining customers,” explained Dr. Michael Hofmann, head of the segment at the ContiTech Conveyor Belt Group.


