






![]()
Xstrata Technology, the Brisbane, Australia-based supplier of equipment for mineral processing, smelting and refining, announced that the latest Albion Process plant has reached a milestone at the GPM gold project in Armenia, with the erection of the oxidative leaching circuit. The plant, owned by GeoProMining Gold LLC, is designed to produce 128,000 oz of gold annually from refractory ore. Xstrata Technology is supplying all plant and equipment for the project.
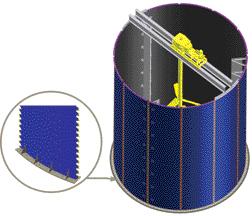 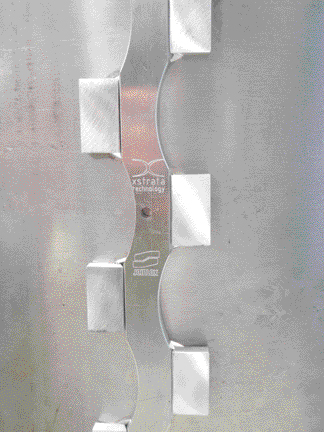 |
| Xstrata Technology’s ZipaTanks are assembled with prefabricated vertical panels (left) fastened together in a rigid, leak-free structure using the proprietary Joinlox system (right). |
The Albion Process is a combination of ultrafine grinding and oxidative leaching at atmospheric pressure. The feed to the Albion Process is base or precious metal concentrates. The sulphides in the feed are oxidized and liberated, allowing the desirable metals to be recovered by conventional means. The Armenian plant is the fourth Albion Process installation worldwide; the others are in Spain, Germany and the Dominican Republic. The Albion Process was developed in 1994 by Xstrata PLC.
The Albion Process facility is part of a major capital expenditure program by GPM to upgrade its Armenian assets, with a stated aim of improving efficiency while maintaining high environmental protection standards. GPM, at the ground-breaking ceremony for the Albion facility in mid-2011, said it planned to spend approximately $100 million on the project over the next three years.
The oxidative leaching circuit consists of 12 of Xstrata Technology’s novel ZipaTank modular slurry storage and leaching tanks. A ZipaTank comprises vertical panels that are locked together to form the tank shell using a compression joint. The cylinder is then bolted to the base, eliminating any welding at heights and the need for scaffolding. Each vertical panel is manufactured from a single cold-rolled section of mild or alloy steel to the total height of the tank. The width of the panel is rolled to match the tank diameter, with all panels designed to fit in a standard shipping container, reducing the transport costs to site.
The key to joining the panels together, according to Xstrata Technology, is the proprietary Joinlox joining system, an innovative mechanical method of joining rigid or semi-rigid components together. The joint consists of two interlocking sinusoidal sections fabricated on each edge of the tank panel, which are brought together and then locked with a tensioning key, resulting in a spring-loaded joint. As the tensioning key is pushed into place, it wedges the two panels together and locks the joint. The mating surfaces of the joint are rubber lined, providing a watertight seal between the panels. No bolts are used for the panel connections, significantly decreasing the installation time. The joining system also allows the panels to be taken apart if required, so at the end of the project’s life, the tanks can be disassembled and used again at another operation.
A major advantage of this type of tank construction, according to the company, is that it enables all components of the ZipaTank to be fabricated and lined off site, under controlled conditions, so high-quality lining can be achieved, thus ameliorating a major issue encountered frequently during conventional tank installation—failure of site-applied linings due to variable local weather conditions during installation. The ZipaTank panel linings are applied under controlled factory conditions, reducing the cost of the lining and enabling lower-cost lined panels to be used in place of more expensive alloy steels. A variety of rubber and GRP/FRP lining systems can be used.
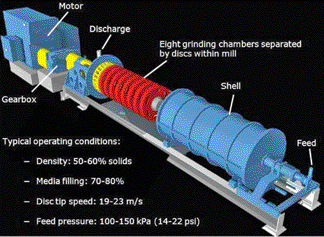 |
| Arrangement and typical operating conditions for Xstrata Technology’s IsaMill. |
“ZipaTanks were developed to simplify the erection of tanks at remote sites,” said Mike Hourn, general manager–Hydrometallurgy at Xstrata Technology. “The ZipaTank consists of a series of modular panels that are connected using mechanical joints, virtually eliminating welding and scaffolding at site. This greatly reduces installation time, and overcomes quality issues associated with manufacture at a remote site.”
The 12 ZipaTanks were assembled and hydrostatically tested over an eight-week period, using a single crane and a crew of six to eight workers on day shift only. This represented a saving of three months relative to site-welded tanks, according to Xstrata Technology. The ZipaTanks, made of stainless steel, have an average capacity of 225 m3 and were designed to withstand a magnitude 7 earthquake, due to the highly active seismic setting for the project.
Xstrata Technology recently also highlighted an expansion of its IsaMill product line. In its Update newsletter, the company explained that bigger tonnages and lower grades are leading to a demand for larger scale comminution equipment, particularly in porphyry copper and magnetite operations. It has responded by working with partners Netzsch and Linatex to design the largest lsaMill, the 8-MW M50,000.
Greg Anderson, technical manager for the M50,000 lsaMill project, said, “Most of the challenges involved with the larger mill design were related to the size and weight of the equipment, particularly in manufacturing, and for ease of shipping and general handling. Operationally, we expect the same energy efficiency as we achieve when we scale up from a M4 to a M10,000 mill. The grinding action and media is still the same, it’s just at a much bigger scale.”
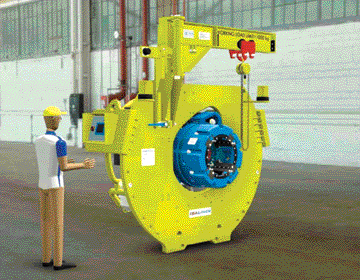 |
| Computer graphic shows prototype relining machine designed for M10,000 and M50,000 IsaMills. |
Anderson said several significant developments have evolved from the effort, including novel liner design and new relining technology, some of which may also be used for smaller lsaMills.
The M50,000 has eight discs—weighing 2 metric tons each—to provide the media stirring in the mill. Because their weight ruled out hand- ling by cranes when replacement is required, a maintenance system has been incorporated to move the components on and off the shaft. It uses a system of hydraulics, already in place on the shell, and an innovative rotating head with “fingers” to lock into place on the worn components on the shaft. The operator remotely controls the equipment to remove the components from the shaft, and reload new components back on the shaft, using the same tool. The company said it expects that a full set of discs could be replaced in eight hours.
The bigger mill has a new segmented shell liner so all components can fit in shipping containers. Each segment has a purpose-designed O-ring type sealing and flange system to produce a complete seal when the sections are compressed together.
The outer shell of the mill has been reconfigured into segments to allow removal and installation of the inner liner segments. The outer shell will be rotatable about its axis to facilitate maintenance on the liner segments as well as to allow liner life to be optimized.
Anderson said the new mill would provide an option for large-scale operations that want to use just a single lsaMill in their regrind circuits, while still receiving the benefits of the mill’s energy efficiency and inert grinding performance.


