






FLSmidth has introduced its new SmartCyclone closed-circuit grinding optimization system—a monitoring and control solution that is claimed to reduce cyclone-related process perturbations, improve cyclone overflow particle size distribution, and predict and control cyclone maintenance schedules. The new technology is the result of collaboration between the hydrocyclone team at FLSmidth Krebs and FLSmidth’s Automation team.
The SmartCyclone solution combines patented SmartCyclone wireless wear-detection sensor and roping sensor technology with a patent-pending wireless controller system and ECS/ProcessExpert (PXP) process control software, including a new patent-pending SmartWear cyclone maintenance algorithm.
FLSmidth says its SmartCyclone system introduces electronic sensing and communications to Krebs’ hydrocyclone product line and the encompassing process, creating an ‘island of optimization’ for the mineral processing market.
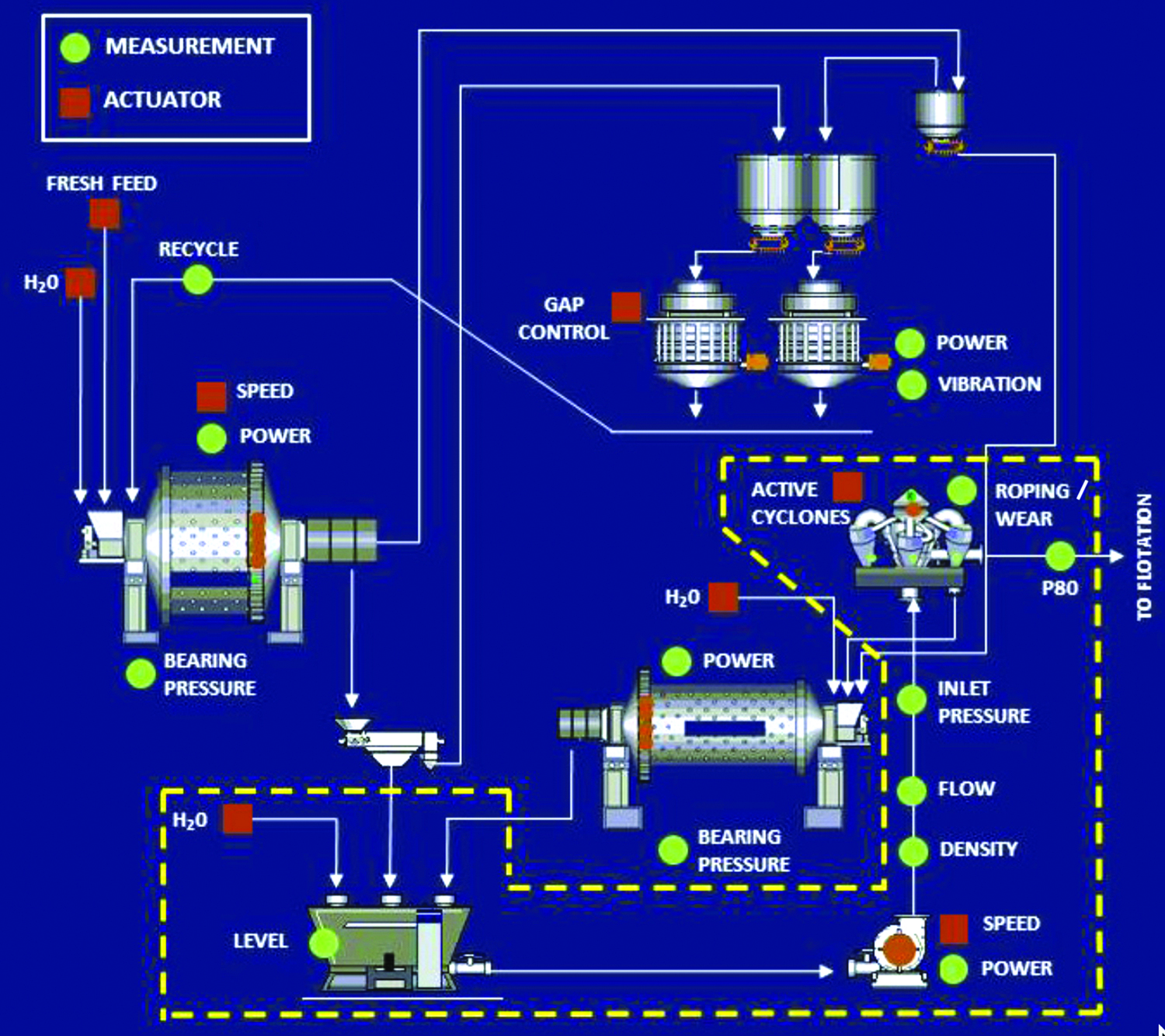
According to the company, the SmartCyclone system introduces electronic sensing and communications to Krebs’ hydrocyclone separator product line and the encompassing process, creating an “island of optimization” for mineral processing and specialty markets. With a SmartCyclone-equipped process, the cyclone sensors can report the functional state of the cyclone by monitoring the conditions of the slurry flow for each cyclone individually. The sensors can also report the wear status of the cyclone components, so that parts purchasing and maintenance operations can be planned in advance and with greater control. Finally, the sensors can report when a cyclone, or the SmartCyclone system itself, is malfunctioning such as when an individual cyclone experiences a condition called “roping,” in which excessive volume entering the apex causes the cyclone’s spiraling motion to deform or fail, resulting in a discharge that can appear to be rope-like.
The ECS/ProcessExpert system is described as a modern, advanced process control solution used to stabilize and then optimize key minerals processes. It balances equipment loads, manages and corrects process disruptions, and minimizes wear on the plant’s equipment—all by significantly reducing/eliminating manual involvement from mill operators and to ensure optimum plant performance by achieving maximum efficiency and higher profitability. The ECS/ProcessExpert solution also enables a minerals plant to develop a uniform operation strategy that outlines the best way to run the plant. Once this strategy has been established, training new operators becomes much easier.
SmartCyclone systems will be offered with three levels of sophistication: 1) a basic cyclone monitoring system only; 2) a standard cyclone monitoring and control system to correct for process perturbations and manage cyclone wear to a desired maintenance schedule; and 3) an expert system for incorporating additional sensors and control algorithms to maximize process throughput and further reduce variations in, as well as optimize, cyclone overflow particle size distribution.

The SmartCyclone wireless controller unit is a handheld device that can be removed from its docking/charging station to sync individual sensors.
The Krebs wireless SmartCyclone sensor system eliminates the need for individual nodes and the interconnecting cables between the sensors and nodes and associated controllers. It utilizes a central wireless controller that can handle up to 16 sensors per unit; providing real-time wireless detection and communication of roping and/or wear data from the SmartCyclone sensors to the manifold controller(s) for forwarding to the control room workstation through an Ethernet cable.
The new wireless controller unit is a handheld device that can be removed from its docking/charging station to sync the individual sensors. Once it’s removed, it goes into battery power mode and the user can walk to a desired sensor, activate it with a magnet; trigger and set the necessary operating parameters. Once this process is completed, the controller unit can be placed back onto its docking station within its protective NEMA4X enclosure where it will then communicate live operating data to the control room.
According to FLSmidth, by using SmartCyclone monitoring and control solutions, plants can achieve maximum process efficiencies through quick upset condition identification and automatic correction resulting in less process down-time, reduced variation in flotation feed, resulting in improved mineral recovery, more systematic cyclone operation and continuous wear monitoring/management, resulting in predictable cyclone circuit maintenance, and increased production capacity by limiting roping, which allows the process to be operated closer to the limits of the cyclone manifold design. Overall, said the company, the SmartCyclone system will help a closed-circuit grinding process to achieve a level of automation with process efficiencies previously not possible with conventional processing equipment alone.
Project Looks at Molten Salt for Lower-cost Mineral Processing
Molten salt technology is being studied for use in mineral processing, leading to potential reductions in production costs. The University of South Australia (UniSA) has formed a collaborative research funding partnership with Centrex Metals Ltd. in a bid to use the technology. The research, based around the Oxley potash project in Western Australia and undertaken by UniSA’s School of Engineering and Future Industries Institute, will expand current molten salt research for solar energy applications into minerals processing with a view to maximizing successful technology development and commercialization.
The research program will develop a minerals processing circuit to leach, extract and purify metals from silicate minerals in a solely molten salt environment, without the need for subsequent aqueous processing. If the research successfully provides the ability for all processing steps to be undertaken in a molten salt environment, it will significantly lower energy and water use and the associated costs.
Centrex Metals will use the technology at its Oxley potash project to become the first commercial and cost competitive manufacturer of bulk potassium chloride fertilizer from potassium feldspar ore. The Oxley project is located in the midwest of Western Australia about 125 km southeast of the port of Geraldton. The project is a rare, 32-km-long shallow dipping and outcropping potash feldspar rich lava flow.
Centrex Minerals CEO Ben Hammond said the technology would take advantage of the unique liquid properties of molten salt to convert metals within silicate ore to an extractable form and also separate and purify them, saving energy, water and reducing the overall project footprint.
Molten salt technology has previously been used in the solar and nuclear energy industries at temperatures up to 600° C, including the 110-MW Crescent Dunes solar energy project in Nevada. The University of South Australia project will use salts at temperatures from 850°C and above for the first time.


